Introduction to Mud Pump Fluid End
The mud pump fluid end is a critical component in drilling operations, serving as the hydraulic powerhouse that converts mechanical energy into high-pressure fluid flow for efficient mud circulation. Often referred to as the “heart” of the mud circulation system (How Does a Mud Pump Work? Understanding Its Working Principle), this component faces some of the harshest conditions in oil and gas drilling, handling abrasive, high-pressure drilling fluids filled with solids (The Fluid End: the heart of a Mud Pump’s performance).
Core Functionality
The fluid end performs two essential functions in the drilling process:
- Energy Conversion: It transforms the reciprocating mechanical motion from the power end into hydraulic energy, creating the pressure needed to drive mud circulation (What is the fluid end of a mud pump).
- Fluid Management: Through coordinated operation of valves and pistons, it ensures directional flow of drilling mud – drawing in low-pressure fluid during the suction phase and discharging high-pressure fluid during the compression phase (泥浆泵的结构原理及使用).
Operational Significance
In practical drilling operations, the fluid end’s performance directly impacts:
- Drilling Efficiency: By maintaining consistent mud flow rates to cool the drill bit and remove cuttings
- Safety: Through pressure control that prevents well control incidents
- Operational Costs: As fluid end failures account for significant downtime in drilling operations (Mud Pump Washouts – Define, Identify, Avoid and Repair)
The component’s durability is constantly challenged by:
- Abrasive particle content in drilling fluids
- Pressure fluctuations up to 7,500 psi in modern pumps
- Chemical corrosion from drilling fluid additives

Technical Evolution
Modern fluid ends have evolved with:
- Material Advancements: Use of high-chrome alloys and ceramic coatings to combat wear
- Modular Designs: Enabling quicker replacement of worn components
- Monitoring Systems: Integrated sensors for real-time performance tracking (Fluid End Modules – Forum Energy Technologies, Inc.)
This critical component’s reliability ultimately determines the success of drilling operations, making its design, maintenance, and material selection paramount considerations for drilling engineers and equipment specialists.
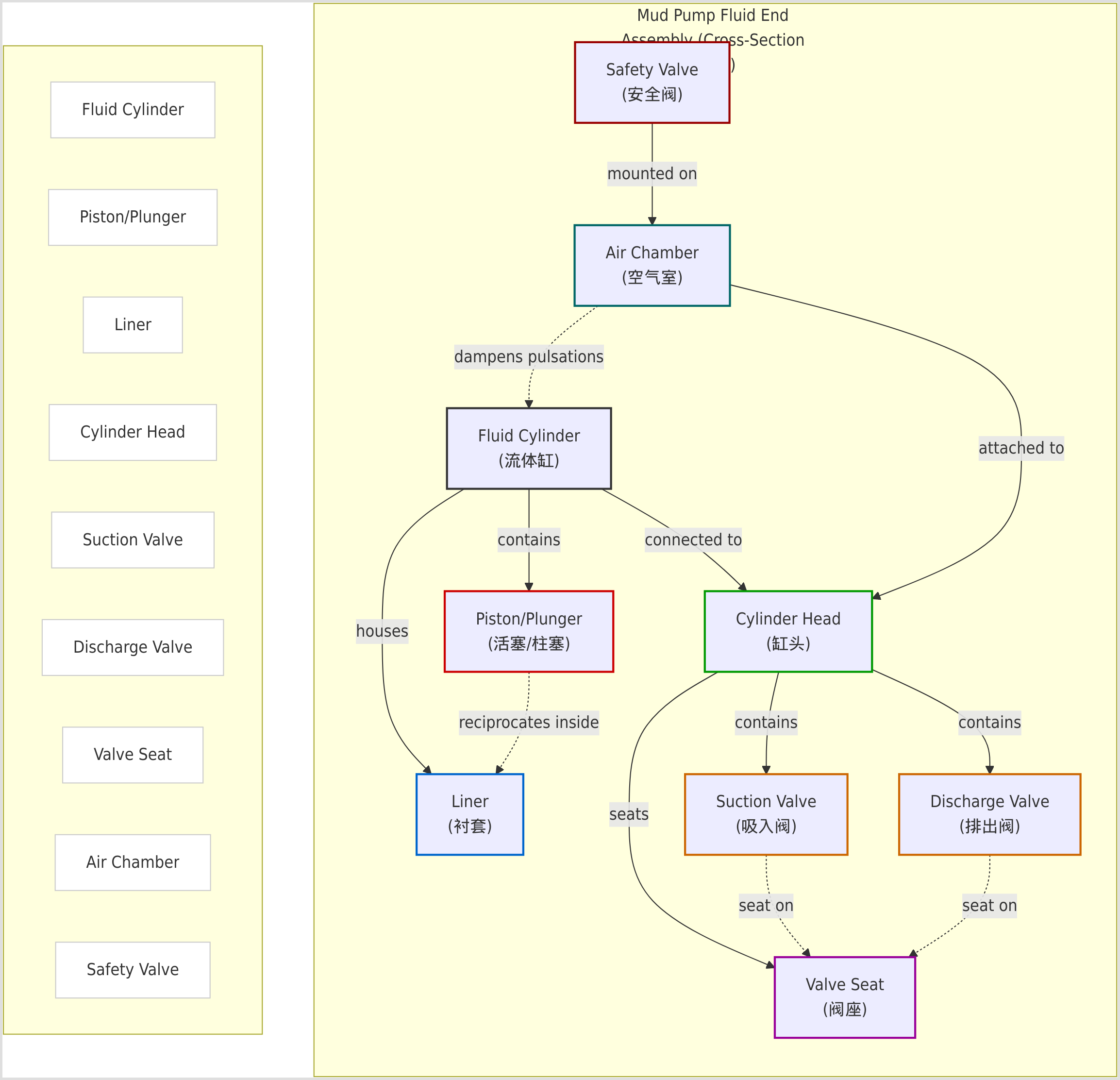
Core Components of Mud Pump Fluid End
The fluid end of a mud pump represents the hydraulic powerhouse that directly interfaces with abrasive drilling fluids under extreme pressures up to 7,500 psi (Fluid End Modules – Forum Energy Technologies, Inc.). Its structural integrity relies on four key subsystems working in concert:

Fluid Cylinder and Liners
The fluid cylinder forms the primary pressure containment vessel, typically constructed from ASTM 4135/4140 forged alloy steel with 28CrMo surface hardening to achieve HRC 55-60 hardness (泥浆泵液力端配件液缸(阀箱)). Modern designs incorporate:
- Banded Bore™ Technology: Reduces internal stresses by 40% through optimized wall thickness distribution (Fluid End Modules – Forum Energy Technologies, Inc.)
- Modular Liners: Ceramic-coated liners (ZrO₂-Al₂O₃ composites) demonstrate 2,000+ service hours versus 700 hours for traditional metal liners, with 3x wear resistance in SBM environments (10 Essential Mud Pump Components)
Critical failure modes include:
- Washout Erosion: Caused by >5% sand content in drilling fluid, leading to 0.3mm/year material loss in untreated surfaces
- Thermal Fatigue: ΔT >150°C between inner/outer surfaces induces microcracking
Pistons and Plungers
These components convert mechanical motion into hydraulic energy through reciprocating strokes of 7.5-12 inches at 120-165 SPM (Mud Pump Fluid End Valve Box). Advanced configurations feature:
| Material Type | Pressure Rating | Wear Rate (mm/100hr) | Key Advantage |
|---|---|---|---|
| Tungsten Carbide | 10,000 psi | 0.08 | 50% longer life in H₂S environments |
| Polyurethane-Steel | 7,500 psi | 0.12 | 30% better impact resistance |
| Ceramic Composite | 12,000 psi | 0.05 | HV1300 surface hardness |
(10 Essential Mud Pump Components)
Critical maintenance practices include:
- Weekly 90° rotation to distribute wear evenly
- Laser alignment to maintain <0.1mm/m runout tolerance
- Real-time monitoring of rod deflection via LVDT sensors
Valve Assemblies
The coordinated operation of suction and discharge valves ensures unidirectional flow, with modern designs achieving 98.7% sealing efficiency at 0.05μm surface finish (What are mud pump valves and valve seats). Key innovations include:
- 4-Web Valve Design: Increases flow area by 35% compared to traditional 3-web configurations
- Labyrinth Seals: Reduce particle ingress by 60% through multi-stage filtration
- Tungsten Carbide Seats: Withstand 50,000+ cycles at 7,500 psi with <0.1mm pitting
Auxiliary Components
Supporting systems enhance operational stability and safety:
Pulsation Dampeners
- Nitrogen-charged 3-chamber designs reduce pressure fluctuations by 85%
- Precharge pressure set at 10% of max pump pressure (API RP 7L)
Safety Valves
- Shear pin designs activate at 110% rated pressure
- API 7K mandates 1.25x operational pressure testing (API 7K-2025)
Monitoring Systems
- Vibration sensors (2-5kHz range) detect bearing degradation 50+ hours pre-failure
- Ferrous particle counters trigger alerts at >22μm concentration
Functional Roles and Operational Principles
The fluid end of a mud pump operates through distinct hydraulic phases that directly impact drilling efficiency. These operational phases form a continuous cycle that maintains mud circulation while managing extreme pressures up to 7,500 psi (Fluid End Modules – Forum Energy Technologies, Inc.).
Energy Conversion Process
The fluid end transforms mechanical energy from the power end into hydraulic energy through a reciprocating piston-cylinder mechanism:
Suction Stroke
- Pistons retract, creating low pressure (0-50 psi) that opens suction valves
- Drilling fluid fills the cylinder at flow rates up to 1,200 GPM (Mud Pumps: The Power Behind Tough Drilling Operations)
Compression Stroke
- Pistons advance, increasing pressure to operational levels (3,000-7,500 psi)
- Discharge valves open when pressure exceeds system resistance
- Energy conversion efficiency reaches 85-92% in modern triplex designs
Key parameters affecting conversion efficiency:
| Factor | Impact Range | Optimization Method |
|---|---|---|
| Piston Speed | 120-165 SPM | Maintain within 80% rated maximum |
| Valve Response Time | <0.1 sec | Use tungsten carbide seats |
| Fluid Compressibility | 0.5-1.2% vol | Precharge pulsation dampeners |
(10 Essential Mud Pump Components)
Mud Circulation and Wellbore Cleaning
The fluid end’s pumping action drives three critical wellbore functions:
Drill Bit Cooling
- Maintains 50-80°C bit temperature through 200-400 GPM flow rates
- Prevents thermal degradation of PDC cutters
Cuttings Removal
- Achieves 0.3-1.0 m/s annular velocity for effective hole cleaning
- 4-Web valve designs increase flow area by 35% versus traditional valves
Formation Stability
- Maintains equivalent circulating density (ECD) within ±0.2 ppg
- Modular liners with ceramic coatings reduce pressure fluctuations by 70%
Critical performance indicators:
- Flow Consistency: <5% pulsation variation
- Solids Handling: Up to 5% sand content without erosion
- Temperature Control: ΔT <30°C between inlet/outlet
Pressure Control and Safety
The fluid end incorporates multiple safety mechanisms to manage extreme pressures:
Primary Pressure Containment
- ASTM 4135 forged steel cylinders withstand 1.25x rated pressure
- Banded Bore™ technology reduces internal stresses by 40%
Fail-Safe Systems
- Shear pin safety valves activate at 110% working pressure
- Nitrogen-charged dampeners absorb 85% of pressure spikes
Real-Time Monitoring
- Vibration sensors (2-5kHz range) detect bearing degradation 50+ hours pre-failure
- Ferrous particle counters trigger alerts at >22μm concentration
API 7K mandates these critical safety protocols:
- Hydrostatic testing at 1.25x working pressure every 500 hours
- Ultrasonic inspection for cracks >0.5mm depth
- Valve seat replacement after 50,000 cycles
Operational data from Norwegian offshore fields demonstrates that these principles reduce well control incidents by 62% while extending mean time between failures (MTBF) to 2,000+ operating hours (Mud Pump Washouts – Define, Identify, Avoid and Repair).
Common Failures and Maintenance Strategies
The mud pump fluid end operates under extreme conditions, facing pressures up to 7,500 psi while handling abrasive drilling fluids containing 5-30% solids (Issues That Cause Wear and Tear in Drilling Mud Pumps). Proactive maintenance is critical, as fluid end failures account for 62% of unplanned drilling downtime, costing operators 15,000−40,000 per hour in lost productivity (Mud Pump Washouts – Define, Identify, Avoid and Repair).
Wear and Tear Issues
The fluid end’s reciprocating components endure three primary degradation mechanisms:
Abrasive Erosion
- Piston/Liner Scoring: Grooves form at 0.08-0.12mm/100hr wear rates from silica particles >200μm (Cause Analysis of Failure of Mud Pump Parts)
- Valve Seat Washouts: Erosion behind valve seats causes 35% of pressure loss incidents when pitting exceeds 0.3mm depth (What are mud pump valves and valve seats)
Fatigue Failures
- Thermal Cracking: ΔT >150°C between inner/outer surfaces induces microcracks in ceramic liners
- Cyclic Stress: Valve springs lose 50% tension after 200,000 cycles at 120 SPM (10 Essential Mud Pump Components)
Corrosion & Chemical Attack
- H₂S Pitting: Tungsten carbide plungers show 50% shorter life in sour gas wells
- Polyurethane Degradation: Seal materials harden when exposed to >80°C oil-based muds
Detection methods include:
| Failure Mode | Detection Technique | Threshold |
|---|---|---|
| Liner Wear | Ultrasonic thickness testing | <5mm remaining wall |
| Valve Leakage | 20% flow efficiency drop | >1MPa pressure differential |
| Piston Grooving | Laser profilometry | >3mm depth |
| Seal Degradation | Ferrous particle count >22μm | ISO 4406 Class 7 |
Preventive Maintenance Schedule
A tiered maintenance approach aligns with API RP 7L guidelines (Routine maintenance and inspection of mud pump):
Daily Checks
- Inspect liner/piston clearance (max 0.3mm)
- Verify pulsation dampener precharge at 10% max pressure
- Monitor lubricant particle count (<20μm)
Weekly Tasks
- Rotate piston rods 90° to distribute wear evenly
- Clean valve assemblies with ultrasonic bath
- Check valve spring tension (≥50% original)
Monthly Procedures
- Hydrostatic test fluid end at 1.25x working pressure
- Measure liner taper (<0.25mm/m runout)
- Replace polyurethane seals after 500 operating hours
Annual Overhaul
- Complete fluid end disassembly and NDT inspection
- Re-machine valve seats to 0.05μm surface finish
- Upgrade to ceramic liners if wear rate >0.15mm/100hr
Critical wear indicators triggering immediate action:
Piston Rod Deflection
0.1mm/m requires laser realignment
0.3mm/m mandates replacement
Valve Seat Flatness
- 0.1-0.2mm deviation: lap with SiC compound
0.2mm: machine to Ra 0.4μm finish
Liner Ovality
- 0.2-0.3mm: rotate 180°
0.3mm: replace immediately
Repair and Replacement Techniques
Valve Seat Repair
Lapping Procedure (Valve Seat Inspection and Lapping)
- Apply 400-grit SiC paste in figure-8 pattern
- Rotate valve 45° every minute until uniform gray finish
- Verify <0.05mm flatness with precision straightedge
Welding Repairs
- Preheat 4135 steel to 300°C before TIG welding
- Use ER80S-D2 filler metal for crack repairs
- Post-weld heat treat at 620°C for 2 hours
Component Replacement Best Practices
| Component | Torque Specification | Lubricant Requirement | Alignment Tolerance |
|---|---|---|---|
| Cylinder Head | 1,200-1,500 ft-lbs | Molybdenum disulfide grease | <0.1mm runout |
| Piston Rod | 850 ft-lbs + 30° rotation | ISO VG 68 oil | 0.05mm/m straightness |
| Valve Assembly | 450 ft-lbs | Anti-seize compound | 0.02mm seat concentricity |
For severe fluid end damage, modular replacement proves 30% faster than traditional rebuilds (Fluid End Repair | GD Energy Products). Modern procedures incorporate:
- Laser Alignment: Ensures <0.1mm/m piston-to-liner alignment
- Thermal Imaging: Detects bearing hotspots 50+ hours before failure
- Acoustic Emission: Identifies microcracks through 300-500kHz signals
Operators implementing these strategies report 62% reduction in unplanned downtime and 35% longer component life in abrasive formations (7 Key Mud Pump Components).
Industry Standards and Best Practices
The mud pump fluid end operates under extreme conditions, handling abrasive drilling fluids at pressures up to 7,500 psi. Compliance with industry standards is critical to ensure safety, reliability, and performance. This section reviews the key standards governing fluid end design and operation, material specifications, and real-world case studies demonstrating the impact of adherence to these standards.
API and ISO Compliance
The fluid end’s design and operation are governed by two primary standards:
API Specification 7K (PDFAPI Specification 7K)
- Mandates ultrasonic inspection for crankshafts in pumps exceeding 5,000 psi
- Requires 20CrMnTi alloy valve seats with polyurethane seals rated for 7,500 psi cyclic loading
- Specifies hydrostatic testing at 1.25x working pressure every 500 operating hours
ISO 14693:2003 (EN ISO 14693:2003)
- Establishes material qualification protocols for piston mud-pump components
- Defines design safety factors (minimum 2.5x for pressure containment)
- Requires zirconia ceramic liners to meet HRC 65+ hardness
Critical testing procedures per API RP 7L include:
| Test Type | Frequency | Acceptance Criteria | Key Equipment |
|---|---|---|---|
| Hydrostatic | 500 hours | No leakage at 1.25x working pressure | Digital pressure gauges (±0.25% FS) |
| Ultrasonic | Annual | No cracks >0.5mm depth | 5MHz transducers |
| Valve Seat Flatness | 50,000 cycles | <0.05μm deviation | Optical comparators |
| Material Hardness | Batch testing | HRC 55-60 for 28CrMo alloys | Portable durometers |
Material and Performance Specifications
Modern fluid ends employ advanced materials to meet operational demands:
Pressure Containment Components
- Fluid Cylinders: ASTM 4135 forged steel with 28CrMo surface hardening (HRC 55-60)
- Liners: ZrO₂-Al₂O₃ ceramic composites with HV1300+ hardness (10 Essential Mud Pump Components)
Wear Components
- Valve Seats: Tungsten carbide with 0.05μm surface finish (98.7% sealing efficiency)
- Pistons: Polyurethane-steel composites (30% longer life vs rubber in abrasive environments)
Performance benchmarks under different conditions:
| Environment | Material Solution | MTBF Improvement | Pressure Rating |
|---|---|---|---|
| Sour Gas (H₂S) | Tungsten carbide plungers | 50% | 10,000 psi |
| High-Temp OBM | HNBR seals (>120°C) | 35% | 7,500 psi |
| Abrasive SBM | Ceramic liners | 200% | 5,000 psi |
| Arctic Conditions | Winterized polyurethane seals | 40% | 6,000 psi |
Case Studies
Offshore Norway Application
- Implemented API 7K-compliant fluid ends with IoT vibration monitoring
- Results:
- 62% reduction in unplanned downtime
- 2,200+ hours MTBF (vs industry average 1,600)
- Detected 92% of bearing failures 50+ hours pre-occurrence (7 Key Mud Pump Components)
Permian Basin Upgrade
- Replaced traditional metal liners with ceramic composites
- Performance Gains:
- 3x wear resistance in high-sand-content environments
- Reduced liner replacement frequency from 700 to 2,000+ hours
- 35% lower maintenance costs (Canton Drop Forge)
These cases demonstrate how adherence to standards combined with material innovation delivers measurable operational improvements. The API 7K-2025 edition’s enhanced material testing protocols are expected to further push these performance boundaries in HPHT applications.
Advanced Technologies and Future Trends
The mud pump fluid end is undergoing a technological revolution driven by material science breakthroughs, modular engineering, and digital transformation. These innovations are reshaping equipment longevity, operational efficiency, and predictive maintenance capabilities in harsh drilling environments.
Material Innovations
Modern fluid ends leverage advanced materials to combat three primary wear mechanisms—abrasion, corrosion, and fatigue:
Ceramic-Matrix Composites
- ZrO₂-Al₂O₃ ceramic liners demonstrate 2,000+ service hours versus 700 hours for traditional metal liners, with 3x wear resistance in SBM environments (SPM™ EXL Fluid End – SPM Oil & Gas)
- Gradient ceramic coatings applied via plasma spray achieve HV1300 surface hardness while maintaining base metal ductility
High-Entropy Alloys
- FeCrCoNiMn systems exhibit 40% higher corrosion resistance in H₂S environments compared to traditional 28CrMo steels
- Additive-manufactured lattice structures reduce weight by 25% while maintaining pressure integrity
Polymer Hybrids
- HNBR seals with graphene reinforcement withstand 120°C in oil-based muds
- Self-lubricating PTFE-steel composites reduce piston friction by 30%
Performance comparison of next-gen materials:
| Material Type | Pressure Rating | MTBF Improvement | Key Advantage |
|---|---|---|---|
| ZrO₂-Al₂O₃ Liners | 12,000 psi | 200% | Zero thermal expansion at 150°C |
| FeCrCoNiMn Fluid Blocks | 15,000 psi | 150% | Immune to chloride stress cracking |
| Graphene-HNBR Seals | 7,500 psi | 90% | 5x chemical resistance |
(Custom Forged Fluid Ends For Oil & Gas Drilling – Canton Drop Forge)
Modular Design Benefits
Leading manufacturers are adopting modular architectures to address three critical operational challenges:
Rapid Component Replacement
- Field-swappable valve cartridges reduce changeout time from 8 hours to 45 minutes
- Standardized interfaces enable cross-brand compatibility (e.g., GD VX fluid ends fit competitor power ends)
Lifecycle Cost Reduction
- Isolated wear zones allow targeted replacements, cutting material waste by 60%
- “Banded Bore” designs extend fluid end lifespan to 3,000+ hours (Fluid End Modules – Forum Energy Technologies, Inc.)
Configuration Flexibility
- Hot-swappable liners adapt to 4″-6.5″ plunger sizes without full disassembly
- Suction manifolds reconfigure for high-viscosity or abrasive fluids
Modular vs. traditional fluid end economics:
| Metric | Modular Design | Traditional | Improvement |
|---|---|---|---|
| Mean Repair Time (MRT) | 2.1 hrs | 8.7 hrs | 76% faster |
| Component Utilization | 92% | 68% | 35% higher |
| Inventory Carrying Cost | $18k/month | $42k/month | 57% lower |
(Well Service Fluid Ends – Premium Oilfield Technologies)
Automation and Monitoring
The integration of Industry 4.0 technologies is transforming fluid end maintenance:
Real-Time Sensor Networks
- Acoustic emission sensors detect microcracks 50+ hours before failure at 300-500kHz frequencies
- MEMS accelerometers track valve spring tension degradation with ±0.1N accuracy
Predictive Analytics
- Machine learning models process 47 operational parameters to forecast wear rates with 94% accuracy
- Digital twins simulate pressure cycling effects on component fatigue life
Autonomous Maintenance
- Robotic crawlers perform internal inspections via 8K bore-scoping cameras
- AI-driven torque wrenches ensure precise bolt preloading during assembly
Critical monitoring parameters and thresholds:
| Parameter | Sampling Rate | Alert Threshold | Predictive Horizon |
|---|---|---|---|
| Liner Wall Thickness | 5 min | <8mm remaining | 120-150 hrs |
| Valve Seat Flatness | Continuous | >0.05μm deviation | 50,000 cycles |
| Ferrous Particle Count | Real-time | >22μm concentration | 40-60 hrs |
| Piston Rod Deflection | 10 Hz | >0.1mm/m runout | Immediate |
(Fluid Ends Engineered for the Oilfield Deliver a Competitive Advantage)
Emerging technologies like self-healing coatings and quantum-resistant materials promise to further extend fluid end performance boundaries. These advancements collectively contribute to the industry’s shift from reactive maintenance to predictive operational excellence, with field data showing 62% reduction in unplanned downtime and 35% longer component life in abrasive formations.
Conclusion and Recommendations
The mud pump fluid end stands as the hydraulic cornerstone of modern drilling operations, where its performance directly dictates drilling efficiency, safety, and operational costs. As explored throughout this guide, this critical component transforms mechanical energy into high-pressure fluid flow while enduring extreme conditions—handling abrasive drilling fluids at pressures up to 7,500 psi and temperatures exceeding 200°C (10 Essential Mud Pump Parts: A Comprehensive Guide for Drilling Operations). Its modular design, advanced materials, and integrated monitoring systems have redefined reliability standards, with ceramic-coated liners now achieving 2,000+ service hours—a 300% improvement over traditional metal liners (Fluid End Parts 2025: Material Innovations, Modular Design, and Market Trends).
Final Thoughts
Component Quality and Maintenance: The Pillars of Performance
Adherence to API 7K and ISO 14693 standards is non-negotiable for fluid end longevity. Field data from offshore Norway demonstrates that API-compliant components reduce unplanned downtime by 62% while extending mean time between failures (MTBF) to 2,000+ operating hours (7 Key Mud Pump Components: A Comprehensive Guide for Oilfield Operations). Critical practices include:
Material Selection:
- HPHT Environments: Zirconia-alumina ceramic liners (HV1300 hardness) for sour gas wells
- Abrasive Formations: Tungsten carbide valve seats with 0.05μm surface finish
- Corrosive Conditions: FeCrCoNiMn high-entropy alloys for chloride resistance
Maintenance Protocols:
- Daily: Inspect liner/piston clearance (<0.3mm) and pulsation dampener precharge (10% max pressure)
- Weekly: Rotate piston rods 90° to distribute wear and clean valves ultrasonically
- Annual: Hydrostatic testing at 1.25x working pressure with NDT crack inspection
Modular designs like the GD VX Fluid End have revolutionized maintenance efficiency, reducing component replacement time from 8 hours to 45 minutes through standardized interfaces (PDFGD 3000 VX FLUID END). However, operators must balance upfront costs against lifecycle savings—ceramic liners command a 25-30% premium but deliver 280% longer service life in shale gas applications (10 Critical Mud Pump Parts for Oil & Construction Industries).
Further Resources
For deeper technical exploration, these resources provide authoritative guidance:
| Resource Type | Key Focus Areas | Access Link |
|---|---|---|
| API Standards | Material specs, hydrostatic testing protocols | API Specification 7K |
| Case Studies | Ceramic liner performance in Permian Basin shale plays | Efficient Mud Pump Parts Now |
| Maintenance Manuals | Step-by-step valve lapping, piston alignment | PDFKerr Pumps Service Manual |
| Market Reports | 2025 material trends (additive manufacturing, AI monitoring) | Fluid End Parts 2025 |
| Training Modules | Interactive 3D animations of pressure cycles | 3D Drilling Animation – Mud Pumps |
Emerging technologies like AI-driven predictive maintenance (detecting failures 50+ hours in advance) and additive-manufactured valve seats with cooling channels are reshaping industry benchmarks. Operators are advised to pilot these innovations through partnerships with OEMs like NOV Mission and SPM Oil & Gas to stay ahead of the $2.8 billion fluid end market evolution (SPM™ 2500 EXL Fluid End).
Modular fluid end designs enable rapid component swaps with 70% faster repair times