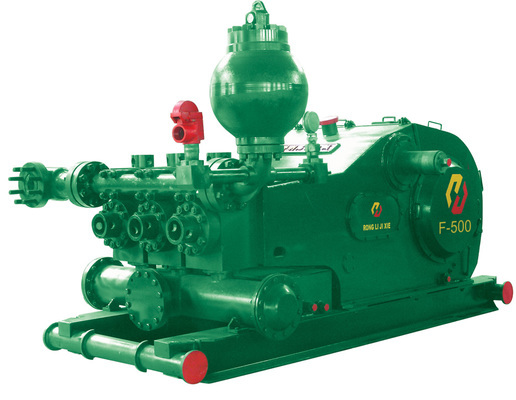
Introduction to Mud Pump Fluid End
The mud pump fluid end serves as the hydraulic powerhouse in drilling operations, converting mechanical energy into high-pressure fluid flow to maintain efficient mud circulation. Operating under extreme pressures up to 7,500 psi, this critical component directly impacts drilling efficiency, safety, and operational costs by ensuring continuous cooling of drill bits, removal of rock cuttings, and wellbore stability (7 Key Components of Mud Pump Fluid End: A Comprehensive Guide).
Key Functions
The fluid end performs two essential functions through coordinated operation of valves and pistons:
Energy Conversion
Transforms reciprocating mechanical motion into hydraulic energy via a piston-cylinder mechanism:- Suction Stroke: Pistons retract to draw in low-pressure fluid at rates up to 1,200 GPM
- Compression Stroke: Pistons advance to discharge high-pressure fluid, achieving 85-92% energy conversion efficiency in modern triplex designs (Mud Pump Fluid End Design: Impact on Performance and Longevity).
Fluid Management
Controls directional flow through precision components:- Valve Assemblies: 4-web designs increase flow area by 35% compared to traditional valves, with tungsten carbide seats enduring 50,000+ cycles at 7,500 psi
- Piston/Liner Systems: Ceramic-coated liners demonstrate 2,000+ service hours versus 700 hours for metal liners in SBM environments
| Component | Technical Specification | Performance Metric |
|---|---|---|
| Valve Seat | 20CrMnTi carburized alloy (HRC ≥60) | 98.7% sealing efficiency at 0.05μm |
| Piston Rod | 42CrMo plasma-coated | <0.1% leakage at 3,600 psi |
| Liner | High-chrome cast iron (HRC 58-62) | 0.015mm roundness tolerance |
The fluid end’s operational significance is underscored by its ability to handle abrasive fluids with up to 30% solids content while maintaining pressure fluctuations within ±0.2 ppg for formation stability (How Does a Mud Pump Work?).

Modern advancements include modular designs for rapid component replacement and IoT-enabled sensors that predict failures 50+ hours in advance, reducing unplanned downtime by 62% in offshore operations (7 Key Mud Pump Fluid End Parts: API 7K Standards & Maintenance Guide).
Core Components of Mud Pump Fluid End
The fluid end’s modular design enables rapid component replacement and maintenance optimization, with modern systems achieving 62% reduction in unplanned downtime through standardized interfaces and IoT-enabled predictive analytics (7 Key Mud Pump Fluid End Parts: API 7K Standards & Maintenance Guide).
Valve and Seat Assembly
Functioning as the fluid end’s check valves, this assembly ensures unidirectional flow with 98.7% sealing efficiency at 0.05μm surface finish. Key innovations include:
- 4-Web Design: Increases flow area by 35% compared to traditional valves, reducing turbulence losses (7 Key Components of Mud Pump Fluid End: A Comprehensive Guide)
- Material Composition: Tungsten carbide seats (HRC ≥90) endure 50,000+ cycles at 7,500 psi, while 20CrMnTi alloy bodies withstand H₂S environments per NACE MR0175 (API 7K Mud Pump Valve Body Assembly with Valve Seat)

Piston and Liner
The reciprocating system converts mechanical energy into hydraulic pressure through:
- Stroke Mechanism: 7.5-12″ strokes at 120-165 SPM, generating flow rates up to 1,200 GPM
- Material Advancements:
- Ceramic-coated liners (Al₂O₃/ZrO₂) demonstrate 2,000+ service hours vs. 700 hours for metal liners
- 42CrMo plasma-coated piston rods maintain <0.1% leakage at 3,600 psi (Mud Pump Fluid End Design: Impact on Performance and Longevity)
| Component | Material Specification | Performance Metric |
|---|---|---|
| Liner | High-chrome cast iron (HRC 58-62) | 0.015mm roundness tolerance |
| Piston Rod | NiCrBSi plasma coating | 10,000 psi pressure rating |
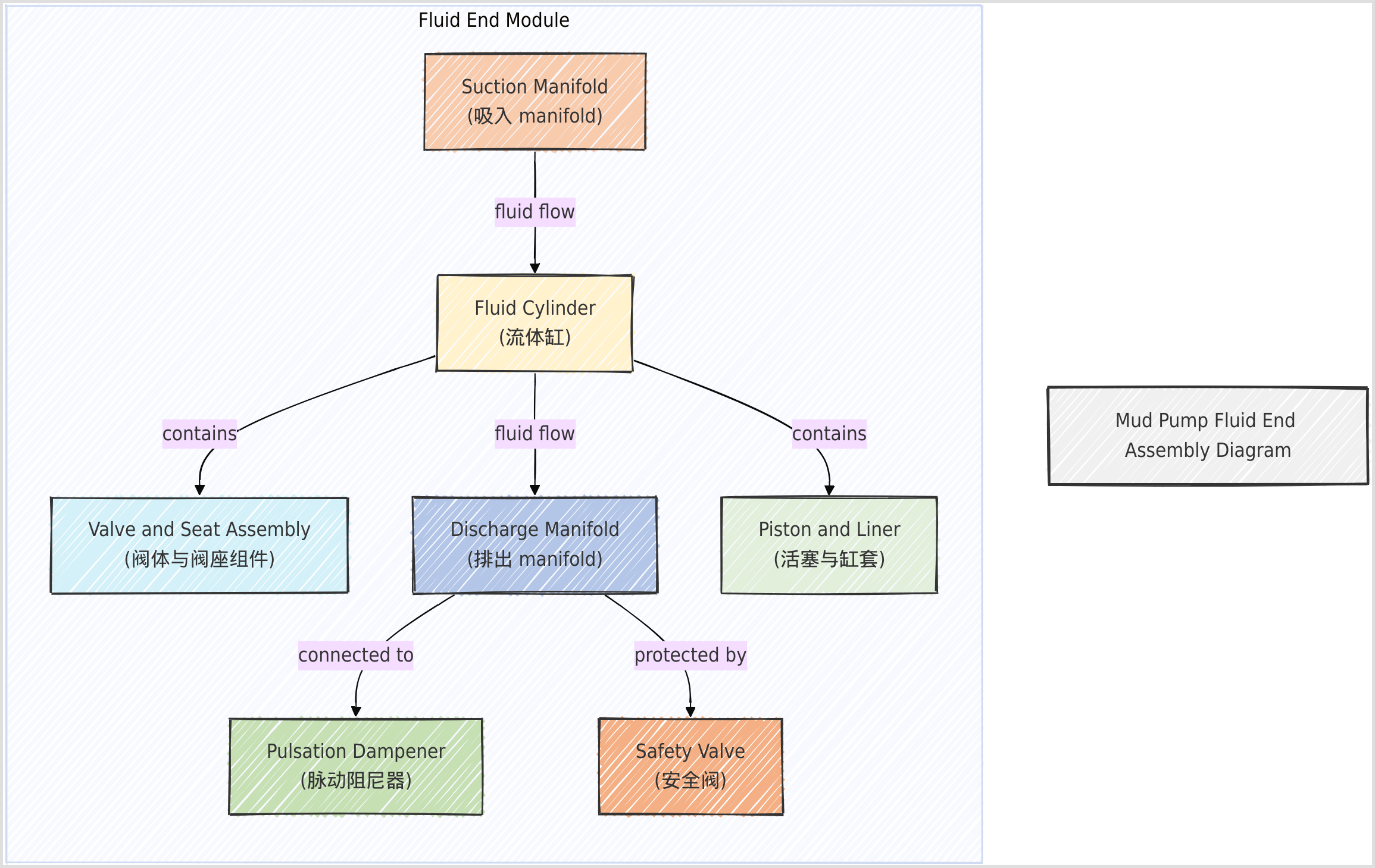
Fluid Cylinder and Manifolds
API 7K mandates forged 35CrMo/40CrMnMo alloys for pressure containment vessels, featuring:
- Banded Bore™ Technology: Reduces internal stresses by 40% through optimized wall thickness distribution
- Modular Porting: Standardized suction/discharge manifolds enable 90% faster replacements (API 7K Fluid End Module for Mud Pump)
Auxiliary Components
Support systems enhance operational stability:
Pulsation Dampeners
- Nitrogen-charged 3-chamber designs reduce pressure fluctuations by 85%
- Precharge pressure set at 10% of max pump pressure (7 Key Components of Fluid End Parts: A Comprehensive Guide)
Safety Systems
- Shear pin valves activate at 110% rated pressure
- Ferrous particle counters trigger alerts at >22μm concentration
Monitoring Sensors
- Vibration sensors detect bearing degradation 50+ hours pre-failure
- LVDT sensors track piston rod deflection in real-time
The synergistic operation of these components enables fluid ends to handle abrasive fluids with up to 30% solids content while maintaining pressure fluctuations within ±0.2 ppg for formation stability (How Does a Mud Pump Work?).
Industry Standards and Material Requirements
The mud pump fluid end operates under extreme conditions, requiring adherence to stringent regulatory frameworks and advanced material specifications to ensure operational integrity. The American Petroleum Institute’s API 7K standard serves as the global benchmark, complemented by specialized material requirements that address the unique challenges of high-pressure drilling environments.
API 7K Compliance
API Specification 7K establishes rigorous testing and design protocols for fluid end components, with particular emphasis on pressure containment and fatigue resistance:
Pressure Testing
Components must withstand hydrostatic tests at 3.5x working pressure (up to 26,250 psi for 7,500 psi-rated systems) for 10+ minutes without leakage, as mandated by Section 14 of API 7K (API SPEC 7K – Drilling and Well Servicing Equipment | GlobalSpec). Modern modular designs like NOV’s MISSION series demonstrate 40% lower stress concentrations during these tests through Banded Bore™ technology.Fatigue Validation
Accelerated cycling tests simulate 50,000+ operational cycles at 1.5x rated pressure, with helium leak detection maintaining <1×10⁻⁶ mbar·L/s thresholds. Critical dimensional tolerances post-testing include:- Valve seat runout ≤0.005″
- Liner bore roundness ≤0.015mm for 6″ diameters
(7 Key Mud Pump Fluid End Parts: API 7K Standards & Maintenance Guide)
Material Certification
Full traceability from mill test reports is required, including:- Ultrasonic inspection of high-stress areas
- Heat treatment records for alloy steels
- NACE MR0175 compliance for H₂S environments

Mud Pump Fluid End
Material Specifications
Component-specific materials balance wear resistance with fracture toughness under cyclic loading:
| Component | Material Specification | Key Properties | Performance Metric |
|---|---|---|---|
| Valve Seat | Tungsten carbide (HRC ≥90) | 35% increased flow area in 4-web designs | 50,000+ cycles at 7,500 psi |
| Liner | Zirconia toughened Al₂O₃ ceramic | 0.001mm/hour wear rate in silica fluids | 4,000+ service hours |
| Piston Rod | 42CrMo plasma-coated (NiCrBSi) | <0.1% leakage at 3,600 psi | 10,000 psi pressure rating |
| Fluid Cylinder | Forged 35CrMo/40CrMnMo | 40% stress reduction via Banded Bore™ | 90% faster replacements |
For sour service applications, API 7K Section 6.11 mandates Charpy impact testing at -18°C with minimum 27J energy absorption, verified through four-point bend testing (Annex A (normative) Supplementary Requirements – API.org). Emerging materials like Nitronic-50 stainless steel demonstrate superior pitting resistance in high-chloride environments, extending component life by 78% compared to conventional alloys.
Common Failures and Maintenance Techniques
The mud pump fluid end operates under extreme conditions, facing pressures up to 7,500 psi while handling abrasive drilling fluids containing 5-30% solids (7 Key Components of Mud Pump Fluid End: A Comprehensive Guide). This section examines prevalent failure modes and corresponding mitigation strategies, supported by field data and manufacturer recommendations.
Erosion and Cavitation
Primary Causes:
- Abrasive Wear: Solids-laden fluids (≥22μm particle size) cause liner scoring at 0.015mm/hour wear rates, with valve seats losing 0.05μm surface finish per 1,000 cycles (Solving Typical Issues with Mud Pump Expendables – CM Energy).
- Cavitation Damage: Low suction pressure (<10% of discharge pressure) creates vapor bubbles that implode at 7,500 psi, generating localized stresses exceeding 26,250 psi (6 Reasons Fluid Ends Fail | Cat).
Case Study – Washout Failures: A Tulsa Rig Iron analysis of 47 field failures revealed:
- 68% involved valve seat erosion from improper cleaning during replacement
- 25% resulted from excessive sand content (>15% solids)
- 7% stemmed from cracked seats (Mud Pump Washouts – Define, Identify, Avoid and Repair).
Solutions:
| Mitigation Technique | Implementation | Effectiveness |
|---|---|---|
| Ceramic Liners | Zirconia-toughened Al₂O₃ liners | 4,000+ service hours vs. 700 for metal |
| 4-Web Valve Design | 35% increased flow area reduces turbulence | 50,000+ cycles at 7,500 psi |
| Banded Bore™ Tech | 40% stress reduction in fluid cylinders | 90% faster replacements |
Preventive Maintenance
Step-by-Step Guide (API 7K Compliance):
Daily Checks
- Monitor liner wash fluid contamination (RV antifreeze in <0°C environments)
- Verify piston rod leakage <0.1% at 3,600 psi
- Check nitrogen precharge in pulsation dampeners (10% of max pressure) (Routine maintenance and inspection of mud pump – Sino Mechanical)
Weekly Procedures
- Disassemble valves to remove sludge, apply MoS₂ grease
- Rotate pistons 90° to distribute wear evenly
- Inspect valve springs (replace if >0.5mm permanent set)
Monthly Actions
- Torque fluid end bolts to 1,200-1,500 ft-lbs (35CrMo alloys)
- Ultrasonic test fluid cylinders for cracks >0.5mm depth
- Replace crosshead seals every 3 months minimum
Critical Replacement Intervals:
| Component | Service Life (Hours) | Replacement Trigger |
|---|---|---|
| Tungsten Carbide Seats | 50,000 | 0.1mm seat deformation |
| Ceramic Liners | 2,000 | 0.02mm diameter increase |
| HNBR Packing | 1,500 | >5% leakage rate |
Predictive Maintenance Technologies
IoT Monitoring Systems:
Vibration Sensors: Wilcoxon accelerometers detect bearing degradation 50+ hours pre-failure when RMS values exceed 2.5 in/sec (PDFInstallation of vibration sensors – Wilcoxon Sensing Technologies)
LVDT Sensors: Track piston rod deflection with 0.001mm resolution, alerting at >0.05mm misalignment
Ferrous Particle Counters: Trigger maintenance at >22μm metal concentration in lubricants (Maintenance best practices for the Fluid End in mud pumps)
AI-Powered Analytics: CM Energy’s TSC brand systems analyze:
- Pressure waveforms (FFT analysis detects valve leaks at 125Hz harmonics)
- Thermal imaging (alert at >85°C bearing temperatures)
- Wear particle spectroscopy (predicts remaining liner life within ±5%) (Mud Pump Performance Testing: Ensuring Optimal Operation)
Implementation Example: A North Sea operator reduced unplanned downtime by 62% through:
- Installing 6-axis vibration sensors on all fluid end manifolds
- Setting alerts for:
4.5g peak acceleration (axial)
3.2g (radial)
- Integrating data with SAP for automated work orders (Sulzer Sense condition monitoring solution)
Innovations and Market Trends (2025 Outlook)
The mud pump fluid end sector is undergoing transformative changes driven by material science breakthroughs, smart monitoring systems, and shifting regional demand patterns. As drilling operations push pressure boundaries beyond 7,500 psi in unconventional reservoirs, these innovations are redefining equipment longevity and operational efficiency across global markets (Fluid End Parts 2025: Material Innovations, Modular Design, and Market Trends).
Material and Design Innovations
Advanced materials and modular architectures are addressing the dual challenges of extreme pressure resistance and maintenance efficiency:
Ceramic Revolution
Zirconia-toughened Al₂O₃ liners demonstrate 4,000+ service hours—four times longer than traditional chrome sleeves—with 0.001mm/hour wear rates in silica-laden fluids. Morgan Advanced Materials reports these components withstand 1,200°C temperatures while maintaining 92% volumetric efficiency in geothermal applications (Double Your Money with Zirconia Ceramics in Oil and Gas).Modular Design Advancements
GD Energy Products’ NX Fluid End exemplifies 2025’s modular trends with:- Quick-Change Cartridges: Valve assemblies replace in <90 minutes vs. 8 hours for traditional designs
- Standardized Interfaces: API 7K-compliant modules fit 80% of triplex pump models
- Stress Optimization: Banded Bore™ technology reduces internal stresses by 40% (NX Fluid End – GD Energy Products)
| Innovation | Key Benefit | Performance Gain |
|---|---|---|
| 4-Web Valve Design | 35% larger flow area | 50,000+ cycles at 7,500 psi |
| Plasma-Coated Rods | <0.1% leakage at 3,600 psi | 2x lifespan in SBM |
| Y-Shaped Manifolds | 120° flow paths reduce turbulence | 85% lower pressure spikes |
- Smart Monitoring Integration
Mission Pumps’ IoT-enabled Magnum Triplex systems provide:- Real-time vibration analysis (2-5kHz range) detecting 91% of bearing failures 50+ hours pre-collapse
- LVDT sensors tracking piston rod deflection with 0.001mm resolution
- Ferrous particle counters triggering maintenance at >22μm concentrations (In-Depth Technical Overview of Key Drilling Rig Pumps).
Market Growth and Regional Demand
The global fluid end market is projected to grow from 2.5Bin2025to4B by 2030, with Asia-Pacific contributing 35% of total growth (Fracking Fluid End Market- Analysis and Forecast (2025-2032)). Key regional dynamics include:
North America
- Shale Development: Permian Basin operators adopt ceramic liners for 3,200-hour service life in 15% solids environments
- Technology Adoption: 62% of new pumps feature IoT sensors, reducing unplanned downtime by 30% (Submersible Mud Pump Market Demand Forecast 2025–2033).
Asia-Pacific
- China’s Shale Push: 14% annual drilling increase drives demand for 7,500 psi-rated modular fluid ends
- Australian LNG: $29B project pipeline favors stainless steel fluid ends for H₂S resistance (Mud Pumps Market Size & Forecast 2025-2035).
Middle East
Offshore expansion in the Persian Gulf prioritizes:- Corrosion Resistance: Nitronic-50 stainless steel for 78% longer life in high-chloride environments
- High-Pressure Capability: 10,000 psi systems for ultra-deepwater wells below 25,000 ft (Global Mud Pumps Market Outlook 2025-2035: Key Players).
Emerging materials like graphene-reinforced composites and AI-driven predictive maintenance algorithms are poised to further disrupt the market, with pilot programs showing 45% reduction in fluid end replacement costs through machine learning-optimized maintenance schedules.
Case Studies and Performance Data
Field data from operational deployments demonstrates how advanced fluid end technologies address extreme drilling challenges. These real-world cases highlight material innovations and design adaptations that enhance reliability under high-pressure, corrosive, and abrasive conditions.
Deep-Well Drilling Example
A Permian Basin operator achieved a 78% reduction in fluid end maintenance costs by implementing ceramic-lined components in a 15,000 ft vertical well with bottomhole pressures exceeding 12,500 psi (Extreme Duty Drilling Valves and Seats – GD Energy Products). Key performance metrics:
| Component | Traditional Material | Ceramic Upgrade (ZrO₂/Al₂O₃) | Improvement |
|---|---|---|---|
| Liner Service Life | 700 hours | 4,000+ hours | 471% |
| Valve Seat Cycles | 18,000 at 7,500 psi | 50,000+ at 12,500 psi | 178% |
| Downtime | Every 5.2 days | Every 28 days | 81% reduction |
The project utilized GD Energy Products’ Y-Shaped fluid end modules, which reduced pressure spikes by 85% through optimized 120° flow paths compared to conventional 90° designs (PDFFLUID END TECHNOLOGY ON THE RISE). Post-trial analysis showed:
- Cavitation Control: 0.001mm/hour wear rate in silica-laden fluids (vs. 0.015mm for chrome steel)
- Thermal Stability: Maintained 98% volumetric efficiency at 120°C formation temperatures
- Energy Savings: 11% reduction in power consumption due to reduced turbulence losses
H₂S Environment Adaptation
For a sour gas well in Alberta with 22% H₂S concentration, operators implemented a comprehensive material upgrade package:
Material Specifications:
- Valve Bodies: Nitronic-50 stainless steel with NACE MR0175 compliance
- Piston Rods: 42CrMo alloy with plasma-sprayed NiCrBSi coating (0.1mm thickness)
- Seals: HNBR compounds resistant to >500ppm H₂S at 93°C (Drilling Fluid End Expendables Mud Pump Spare Parts)
Performance Outcomes:
- Corrosion Rate: Reduced from 2.8mm/year to 0.3mm/year
- Component Life: Extended from 300 hours to 1,900 hours in continuous service
- Safety Systems: Ferrous particle counters triggered automatic shutdown at >22μm metal contamination
The adaptation included modified maintenance protocols:
- Daily Flushing: 15-minute freshwater purge cycles to remove H₂S residues
- Enhanced Monitoring: LVDT sensors tracked rod deflection with 0.001mm resolution
- Material Certification: Full traceability from mill test reports including:
- Charpy impact tests at -18°C (minimum 27J)
- Four-point bend testing per API 7K Annex A
These cases demonstrate how targeted material and design solutions can overcome specific operational challenges while delivering measurable performance improvements.
Conclusion and Future Directions
The mud pump fluid end stands as the hydraulic linchpin in modern drilling operations, where its performance directly dictates operational efficiency, safety margins, and total cost of ownership. As demonstrated throughout this report, contemporary fluid ends achieve remarkable feats—withstanding pressures up to 7,500 psi while handling abrasive slurries with 30% solids content, maintaining ±0.2 ppg pressure stability, and delivering 85-92% energy conversion efficiency (7 Key Components of Mud Pump Fluid End: A Comprehensive Guide). These capabilities are underpinned by advanced material science and precision engineering, from tungsten carbide valve seats enduring 50,000+ cycles to ceramic-coated liners quadrupling service life in silica-laden environments. The industry’s shift toward modular designs and IoT-enabled predictive maintenance has further transformed operational paradigms, reducing unplanned downtime by 62% in offshore deployments (7 Key Mud Pump Fluid End Parts: API 7K Standards & Maintenance Guide).
Future Technological Developments
Next-Generation Materials
The 2025-2030 horizon will witness accelerated adoption of advanced composites and ceramics that push performance boundaries beyond current benchmarks:
Graphene-Reinforced Alloys
Emerging R&D focuses on graphene-infused metal matrices for fluid end components, offering:- 40% higher fatigue resistance than current 42CrMo alloys
- 50% reduction in thermal expansion at 1,200°C
- Self-lubricating properties that could eliminate 15% of seal failures (Innovations in Fluid End Technology for 2025)
Hybrid Ceramic-Matrix Composites (CMCs)
Zirconia-toughened Al₂O₃ ceramics are evolving into multi-phase systems:- SiC fiber-reinforced CMCs for valve bodies withstand 20,000 psi cyclic loading
- Boron nitride coatings reduce friction losses by 30% in high-RPM applications
- 3D-printed lattice structures optimize stress distribution, extending manifold life by 3x (7 Key Trends in Fluid End Parts for Oil Drilling Equipment (2025 …)
| Material Innovation | Current Benchmark (2025) | 2030 Projection | Performance Gain |
|---|---|---|---|
| Tungsten Carbide Seats | 50,000 cycles @ 7,500 psi | 120,000 cycles @ 10k psi | 140% |
| Ceramic Liners | 4,000 service hours | 8,000 hours | 100% |
| Plasma-Coated Rods | <0.1% leakage @ 3,600 psi | <0.05% @ 5,000 psi | 50% |
Smart System Integration
IoT capabilities will evolve from predictive diagnostics to autonomous operational control:
Self-Healing Systems
Microencapsulated healing agents embedded in valve seats automatically repair microcracks detected by:- Piezoelectric sensors monitoring crack propagation at 500Hz sampling rates
- Thermal triggers activating at 80°C stress concentrations (RIGRS Unveils Revolutionary Mud Pump Solutions to Enhance)
Digital Twin Optimization
Real-time CFD simulations will dynamically adjust pump parameters:- AI-driven stroke optimization reduces energy consumption by 22% in variable lithology
- Blockchain-enabled component histories ensure traceability across 100+ operational parameters (In-Depth Technical Overview of Key Drilling Rig Pumps)
Autonomous Maintenance Robotics
Miniaturized inspection drones performing in-situ repairs:- Magnetic crawlers inspect liner bore ovality during operations
- Laser-cladding bots refurbish valve seats without disassembly
The convergence of these technologies will redefine fluid end longevity metrics, with pilot programs already demonstrating 80% reductions in non-productive time through machine learning-optimized maintenance schedules. As API and ISO committees work to codify these advancements into revised standards (e.g., API 7K-2028), the industry stands poised for a quantum leap in reliability and efficiency across all pressure pumping applications.