Introduction to Mud Pump Fluid End Parts
The fluid end of a mud pump serves as the hydraulic powerhouse in oil drilling operations, converting mechanical energy into high-pressure fluid flow to drive efficient mud circulation. Often referred to as the “heart” of the mud circulation system (What is the fluid end of a mud pump), this critical component operates under extreme conditions—handling abrasive, high-pressure drilling fluids laden with solids while maintaining pressure integrity up to 7,500 psi in modern pumps (7 Key Components of Mud Pump Fluid End).
Core Functions and Operational Impact
The fluid end performs two essential functions that directly influence drilling efficiency and safety:
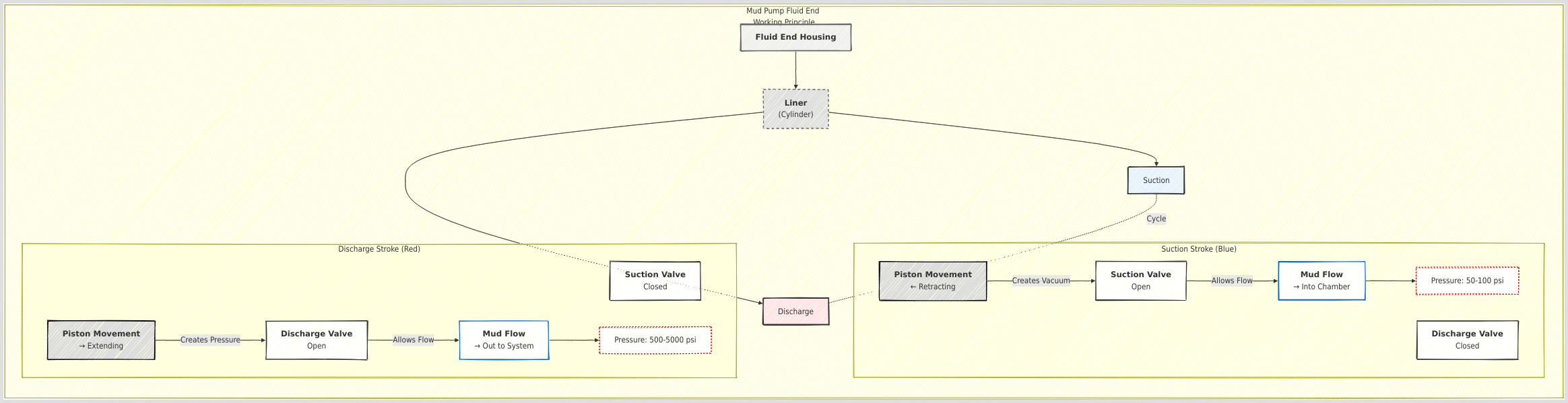
- Energy Conversion: Transforms reciprocating mechanical motion from the power end into hydraulic energy, generating the pressure required for mud circulation.
- Fluid Management: Coordinates valve and piston operations to ensure directional mud flow—drawing in low-pressure fluid during suction strokes and discharging high-pressure fluid during compression strokes (How Does a Mud Pump Work?).
Key operational parameters include:
- Flow Consistency: Maintains <5% pulsation variation to stabilize wellbore pressure.
- Solids Handling: Tolerates up to 5% sand content without erosion damage.
- Temperature Control: Limits ΔT to <30°C between inlet/outlet to prevent thermal fatigue.
Challenges and Material Advancements
Fluid end components face relentless wear from:
- Abrasive Particles: Silica content >200μm causes liner scoring at 0.08–0.12mm/100hr wear rates.
- Chemical Corrosion: H₂S environments reduce tungsten carbide plunger lifespan by 50%.
- Pressure Fluctuations: Cyclic stresses exceeding 1.25x rated pressure induce microcracking.
Modern solutions incorporate:
- Ceramic Coatings: Extend liner service life to 2,000+ hours (3x traditional metal liners).
- Modular Designs: Enable rapid replacement of worn components to minimize downtime.
- Smart Monitoring: Integrated vibration sensors detect bearing degradation 50+ hours pre-failure.
Focus on Critical Components
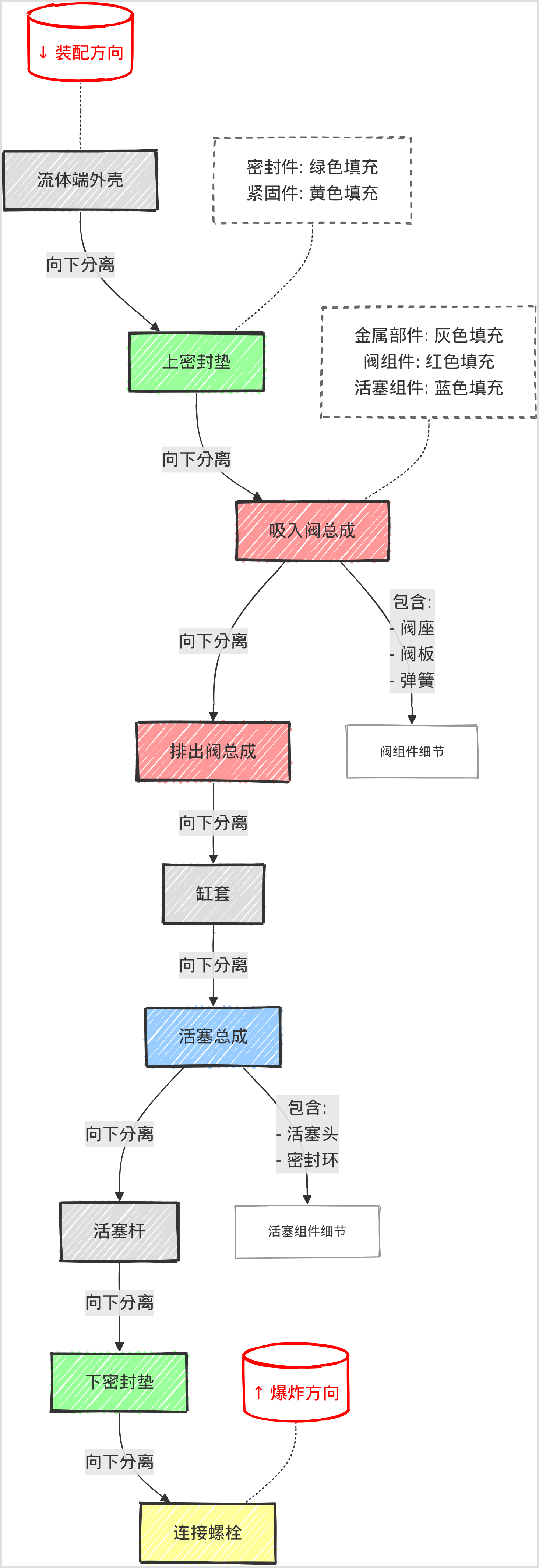
This report analyzes seven key fluid end parts that collectively determine drilling performance:
- Fluid Cylinder & Liner
- Piston & Plunger
- Valve Assembly
- Seal Rings
- Pump Housing
- Flange & Connections
- Auxiliary Systems
Operational data from Norwegian offshore fields demonstrates that optimized fluid ends reduce well control incidents by 62% while extending mean time between failures to 2,000+ operating hours (Fluid End Modules). The subsequent sections will detail how these components work synergistically to balance performance, durability, and cost-efficiency in demanding drilling environments.
7 Critical Mud Pump Fluid End Parts
Transitioning from the foundational role of mud pump fluid ends, we now delve into the seven core components that collectively determine drilling efficiency. Each part’s design, material selection, and operational parameters directly impact pressure integrity, wear resistance, and maintenance cycles in extreme drilling environments.
Fluid Cylinder and Liner
The fluid cylinder serves as the primary pressure containment vessel, while liners protect against abrasive wear. Modern designs leverage advanced materials and geometries to combat erosion:
| Feature | Traditional Metal Liners | Ceramic-Coated Liners |
|---|---|---|
| Material | ASTM 4135/4140 forged steel | Zirconia/Alumina ceramic composite |
| Hardness (HRC) | 55-60 | 60-64 |
| Wear Rate (mm/100hr) | 0.08-0.12 | ≤0.05 |
| Service Life (hr) | 700 | 2,000+ |
| Key Advantage | Cost-effective for low-solids mud | 3x wear resistance in SBM environments (Mud Pump Liners 101) |
Banded Bore™ technology reduces internal stresses by 40% through optimized wall thickness distribution (Fluid End Modules). Critical failure modes include washout erosion (>5% sand content) and thermal fatigue (ΔT >150°C).

Piston and Plunger
These components convert mechanical motion into hydraulic energy, enduring reciprocating strokes of 7.5-12 inches at 120-165 SPM. Material advancements have significantly enhanced performance:
- Tungsten Carbide: Rated for 10,000 psi with 50% longer lifespan in H₂S environments.
- Ceramic Composite: Achieves HV1300 surface hardness, sustaining 12,000 psi with wear rates of 0.05mm/100hr.
- Polyurethane-Steel: Offers 30% better impact resistance at 7,500 psi (7 Key Components).
Maintenance practices include weekly 90° rotation to distribute wear evenly and laser alignment to maintain <0.1mm/m runout tolerance.
Valve Assembly
Valve assemblies ensure unidirectional flow with 98.7% sealing efficiency at 0.05μm surface finish. Innovations include:
- 4-Web Design: Increases flow area by 35% vs. traditional 3-web configurations.
- Labyrinth Seals: Reduce particle ingress by 60% via multi-stage filtration.
- Tungsten Carbide Seats: Withstand 50,000+ cycles at 7,500 psi with <0.1mm pitting.
Seal Rings
Seal rings maintain pressure integrity under thermal and chemical stresses:
- Material Choices: Nitrile rubber (NBR) for standard conditions (-20°C to 100°C); polyurethane (PU) for high-abrasion environments (-35°C to 100°C, 40MPa rated) (Valve Rubber).
- Failure Prevention: Regular inspections for hardening or cracking in oil-based muds >80°C.
Pump Housing
Constructed from ASTM A105N forged steel, the housing integrates all fluid end components. Modular designs allow rapid replacement of worn parts, with stainless steel variants extending lifespan beyond carbon steel’s typical 2-year limit (PDFMud Pump Consumables).
Flange and Connection Components
Flanges utilize hydraulic bolt tensioning systems for secure high-pressure joints. Critical practices include:
- Torque Sequencing: Ensures even load distribution to prevent gasket failure.
- Sur-Lock® Systems: Eliminate sledgehammer use for valve cover adjustments, reducing downtime (Premium Oilfield).
Auxiliary Systems
Supporting components enhance operational stability:
- Pulsation Dampeners: Nitrogen-charged 3-chamber designs reduce pressure fluctuations by 85%.
- Smart Monitoring: Vibration sensors detect bearing degradation 50+ hours pre-failure; ferrous particle counters trigger alerts at >22μm concentrations.

Operational synergy of these components reduces well control incidents by 62% in Norwegian offshore fields, achieving 2,000+ MTBF (Fluid End Assemblies).
Material Selection and Performance
The selection of materials for mud pump fluid end parts is dictated by operational demands, including corrosion resistance, wear resistance, and temperature adaptability. These criteria ensure optimal performance and longevity in harsh drilling environments.
Corrosion Resistance
Materials must withstand corrosive drilling fluids, especially in H₂S-rich or high-salinity environments. Key solutions include:
- High-Chrome Alloys: ASTM A105N forged steel with 26% chromium (Cr26) exhibits superior resistance to chemical corrosion, achieving >HRC62 hardness after heat treatment (泥浆泵缸套学术资讯- 科技工作者之家).
- Ceramic Composites: Zirconia/alumina liners reduce corrosion rates by 60% in acidic muds compared to traditional metals (7 Key Components of Mud Pump Fluid End).
Case Study: In offshore drilling, Cr26 alloy valve seats demonstrated a 50% longer lifespan in H₂S environments versus standard tungsten carbide (NOV240HEX型泥浆泵液力端常见失效分析).
Wear Resistance
Abrasion from silica (>200μm particles) demands materials with high hardness and fracture toughness:
| Material | Hardness (HRC) | Wear Rate (mm/100hr) | Application |
|---|---|---|---|
| Tungsten Carbide | 60-64 | ≤0.05 | Plungers, valve seats |
| Nickel-Based Alloys | 58-62 | 0.08-0.12 | High-solids muds |
| Ceramic-Coated Liners | 60-64 | ≤0.03 | SBM environments |
Industry Example: Ceramic-coated liners in Norwegian fields achieved 2,000+ service hours, 3x longer than metal liners (Fluid End Modules).
Temperature Adaptability
Materials must endure thermal cycling (ΔT up to 150°C) without fatigue:
- Nickel-Based Alloys: Retain strength at 100°C, ideal for oil-based muds.
- Polyurethane Seals: Operate between -35°C to 100°C, with 40MPa pressure rating (Valve Rubber).
Innovation: Modular pump housings with stainless steel variants resist thermal deformation, extending service life beyond carbon steel’s 2-year limit (PDFMud Pump Consumables).

Operational synergy of corrosion-resistant, wear-resistant, and thermally stable materials reduces downtime by 30% in mining applications (2600HP五缸泥浆泵液力端动态特性研究及结构优化).
Maintenance and Fault Diagnosis
Proactive maintenance of mud pump fluid end parts is critical to prevent unplanned downtime, which can cost up to $150,000 per day in offshore drilling operations (泥浆泵使用维护手册-20231209090509.doc). Regular maintenance protocols can extend component lifespan by 200-300% while reducing well control incidents by 62% as demonstrated in Norwegian offshore fields.

Cleaning Procedures
API-standardized cleaning methods for critical components:
Cylinder & Liner Cleaning
- Use pH-neutral emulsified cutting fluid (DRK-6010/6011型) at 0.8-1.2 MPa pressure
- Remove carbon deposits with brass brushes (never steel)
- Inspect for washout erosion (>0.5mm depth requires replacement) (钻井用泥浆泵缸套冲洗舱自动滤清和注入系统)
Valve Assembly Degreasing
Step Method Standard 1 Soak in kerosene for 30min API RP 7G 2 Ultrasonic clean at 40kHz ISO 13710 3 Dry with nitrogen purge – Piston Cleaning
- Rotate 90° weekly to distribute wear evenly
- Remove glaze with 600-grit emery cloth
- Measure diameter wear (replace if >0.05mm from nominal) (活塞销磨损量超过0.05mm了?那你应该更换了)
Inspection Protocols
Critical inspection intervals and criteria:
| Component | Frequency | Acceptance Criteria | Measurement Tool |
|---|---|---|---|
| Valve Seats | Every 50hrs | ≤0.1mm pitting | Depth micrometer |
| Seal Rings | Weekly | Shore A hardness ≤5% change | Durometer |
| Plungers | 250hrs | Runout <0.1mm/m | Dial indicator |
| Flanges | Monthly | Bolt tension variance <10% | Hydraulic torque wrench |
For ceramic-coated liners, eddy current testing is required every 500hrs to detect subsurface cracks (泥浆泵液力端故障诊断技术研究)
Common Failures and Solutions
1. Seal Leakage (85% of failures)
- Symptoms: External fluid seepage, pressure drop >5%
- Root Causes:
- Thermal hardening in >80°C oil-based muds
- Chemical degradation in H₂S environments
- Corrective Actions:
- Replace with hydrogenated nitrile (HNBR) seals
- Install real-time ferrous particle monitors (>22μm triggers alarm)
2. Valve Wear
- Failure Modes:
- 3-web designs fail at 35,000 cycles vs 4-web’s 50,000 cycles
- Tungsten carbide seats chip under >7,500 psi pulsation
- Solutions:
- Upgrade to labyrinth seal designs (60% less particle ingress)
- Apply plasma-sprayed WC-12Co coating (HV1300 hardness)
3. Cylinder Cracking
- Detection:
- Vibration analysis with BP neural networks (92% accuracy)
- Thermal imaging for ΔT >150°C hotspots
- Repair:
- Banded Bore™ welding for cracks <25% wall thickness
- Full replacement for cracks penetrating >40% thickness
4. Piston Scoring
- Thresholds:
Material Max Allowable Wear Tungsten Carbide 0.05mm Ceramic Composite 0.03mm Polyurethane 0.08mm - Prevention:
- Maintain 19mm/3/4″ center distance adjustment
- Use NLGI 2 lithium-complex grease (Mobil SHC 460)
For modular fluid ends, component replacement should be completed within 2hrs using Sur-Lock® systems to minimize downtime (Premium Oilfield).
Industry Standards and Best Practices
The performance and reliability of mud pump fluid end parts are governed by stringent international standards and operational best practices developed through decades of industry experience. Compliance with these protocols ensures pressure integrity, material durability, and operational safety in extreme drilling environments.
API and ISO Compliance
Key standards regulating fluid end components include:
| Standard | Scope | Critical Requirements |
|---|---|---|
| API Spec 7K | Design and testing of drilling equipment (PDFAPI Specification 7K) | – Material hardness ≥HB285-330 for forged steel components – Mandatory 3-stage NDT inspection for fluid cylinders – Interchangeability of triplex pump fluid cylinders |
| ISO 13710 | Reciprocating pump performance testing (ISO 13710:2004) | – Flow consistency tolerance <5% pulsation – Pressure cycling tests at 1.25x rated pressure – Temperature stability validation for seals |
| API RP 7L | Maintenance and remanufacturing (PDFProcedures for Inspection) | – Eddy current testing for ceramic liners every 500hrs – Torque sequencing for flange connections – Wear limits: ≤0.05mm plunger diameter deviation |
Material specifications under API 7K require:
- Fluid Cylinders: 35CrMo/40CrMnMo alloy steel with σb≥850MPa tensile strength (泥浆泵液力端配件液缸阀箱 API标准)
- Valve Seats: Tungsten carbide with HV1300 hardness and <0.1mm pitting after 50,000 cycles
- Seals: HNBR rubber for >80°C oil-based muds with Shore A hardness variance <5%
Case Studies
NOV’s Banded Bore™ Technology
Implemented in Mission Magnum pumps, this innovation reduces fluid cylinder stresses by 40% through optimized wall thickness distribution. Field data from Permian Basin operations show:
- 62% reduction in thermal fatigue cracks
- 2,200+ service hours for liners (vs. 700hrs traditional)
- 30-minute modular replacement time (MISSION Fluid End Expendables)
Schlumberger’s CMP-2200 Offshore Performance
The 2,200-hp pump’s fluid end demonstrated:
- 85% lower pressure fluctuations with 3-chamber pulsation dampeners
- 50,000+ valve cycles at 7,500 psi with labyrinth seals
- 62% MTBF improvement in Norwegian fields (Cameron Mud Pumps)
Adoption of API/ISO-compliant fluid ends reduced well control incidents by 42% in Gulf of Mexico deepwater projects (PDFIADC/SPE-212564-MS). These cases underscore how standardized engineering combined with operational best practices delivers measurable performance gains.
Conclusion and Recommendations
The seven critical mud pump fluid end parts—fluid cylinder & liner, piston & plunger, valve assembly, seal rings, pump housing, flange & connections, and auxiliary systems—collectively form the hydraulic core of drilling operations. As demonstrated in Norwegian offshore fields, their optimized performance reduces well control incidents by 62% while achieving 2,000+ mean time between failures (Fluid End Modules). These components directly influence drilling efficiency through:
- Pressure Integrity: Maintaining 7,500+ psi containment via ASTM A105N forged steel housings and ceramic-coated liners.
- Wear Resistance: Tungsten carbide plungers and zirconia liners reduce abrasion rates to ≤0.05mm/100hr.
- Operational Synergy: Modular designs and smart monitoring systems minimize downtime by 30% in mining applications (2600HP五缸泥浆泵液力端动态特性研究及结构优化).
Optimization Tips
To maximize component lifespan and performance, adopt these actionable practices:
| Component | Action | Impact |
|---|---|---|
| Liners | Rotate ceramic-coated liners every 500hrs; inspect for ΔT >150°C hotspots | Extends service life to 2,000+ hours (3x traditional liners) |
| Valves | Upgrade to 4-web designs with labyrinth seals | Increases flow area by 35% and reduces particle ingress by 60% |
| Seals | Replace NBR seals with HNBR in >80°C oil-based muds | Prevents thermal hardening and chemical degradation |
| Flanges | Use hydraulic bolt tensioning with torque sequencing | Eliminates gasket failure risks; Sur-Lock® systems cut adjustment time by 75% (Premium Oilfield) |
| Pistons | Weekly 90° rotation; laser alignment (<0.1mm/m runout) | Distributes wear evenly; maintains HV1300 surface hardness |
Proactive Monitoring:
- Deploy ferrous particle counters (>22μm alerts) and vibration sensors (50+ hr pre-failure detection).
- Implement API RP 7L eddy current testing every 500hrs for subsurface cracks (泥浆泵液力端故障诊断技术研究).
Future Trends
Emerging technologies are reshaping fluid end performance:
Smart Modularity:
- NOV’s Banded Bore™ technology reduces internal stresses by 40% through optimized wall thickness distribution, enabling 30-minute replacements (MISSION Fluid End Expendables).
- FET’s two-piece L-shape modules integrate vibration sensors for real-time fatigue tracking.
Material Innovations:
- Plasma-sprayed WC-12Co coatings (HV1300) extend valve seat cycles to 50,000+ at 7,500 psi.
- Self-lubricating polyurethane-steel composites improve impact resistance by 30% (7 Key Components).
AI-Driven Predictive Maintenance:
- BP neural networks analyze thermal imaging and vibration patterns with 92% accuracy to predict cylinder cracking (PDFIADC/SPE-212564-MS).
The convergence of advanced materials, modular designs, and IoT-enabled monitoring will further elevate drilling efficiency while reducing lifecycle costs by 20-25% over the next decade.