Introduction to Mud Pump Bimetallic Liner
In oil drilling operations, the mud pump bimetallic liner serves as a critical component that significantly enhances equipment durability and operational efficiency. This innovative liner design combines two distinct metal layers to address the extreme wear and corrosion challenges encountered in abrasive drilling environments.
Definition and Function
A bimetallic liner is a composite cylinder structure designed for mud pump fluid ends, featuring:
- Outer layer: Typically made of 45# forged steel (ASTM 1045) with tensile strength ≥610MPa and hardness HB180-200 (AISI 1045 Carbon Steel | Fushun Special Steel)
- Inner layer: High-chromium cast iron (Cr27) with 26-28% chromium content, achieving HRC 58-69 hardness after heat treatment (PDFHC27 HIGH CHROME WHITE IRON)
Key functions include:
- Wear Protection: The chromium-rich inner layer resists abrasion from drilling fluids containing 0.21% sand solids (Bi-Metal Mud Pump Liners – SMKST Petro)
- Structural Integrity: Steel outer shell withstands 7500 psi operating pressures while maintaining dimensional stability
- Corrosion Resistance: Inner sleeve’s chromium content provides protection against H₂S concentrations up to 22 ppm
Manufacturing involves centrifugal casting for the inner layer, achieving metallurgical bonding through:
- Process Parameters: Mold rotation at 950-1050 rpm during casting (Centrifugal casting process of bimetal composite pipe)
- Heat Treatment: Quenching at 980°C followed by tempering at 200°C to optimize hardness-toughness balance (Heat treatment method of mud pump cylinder liner)
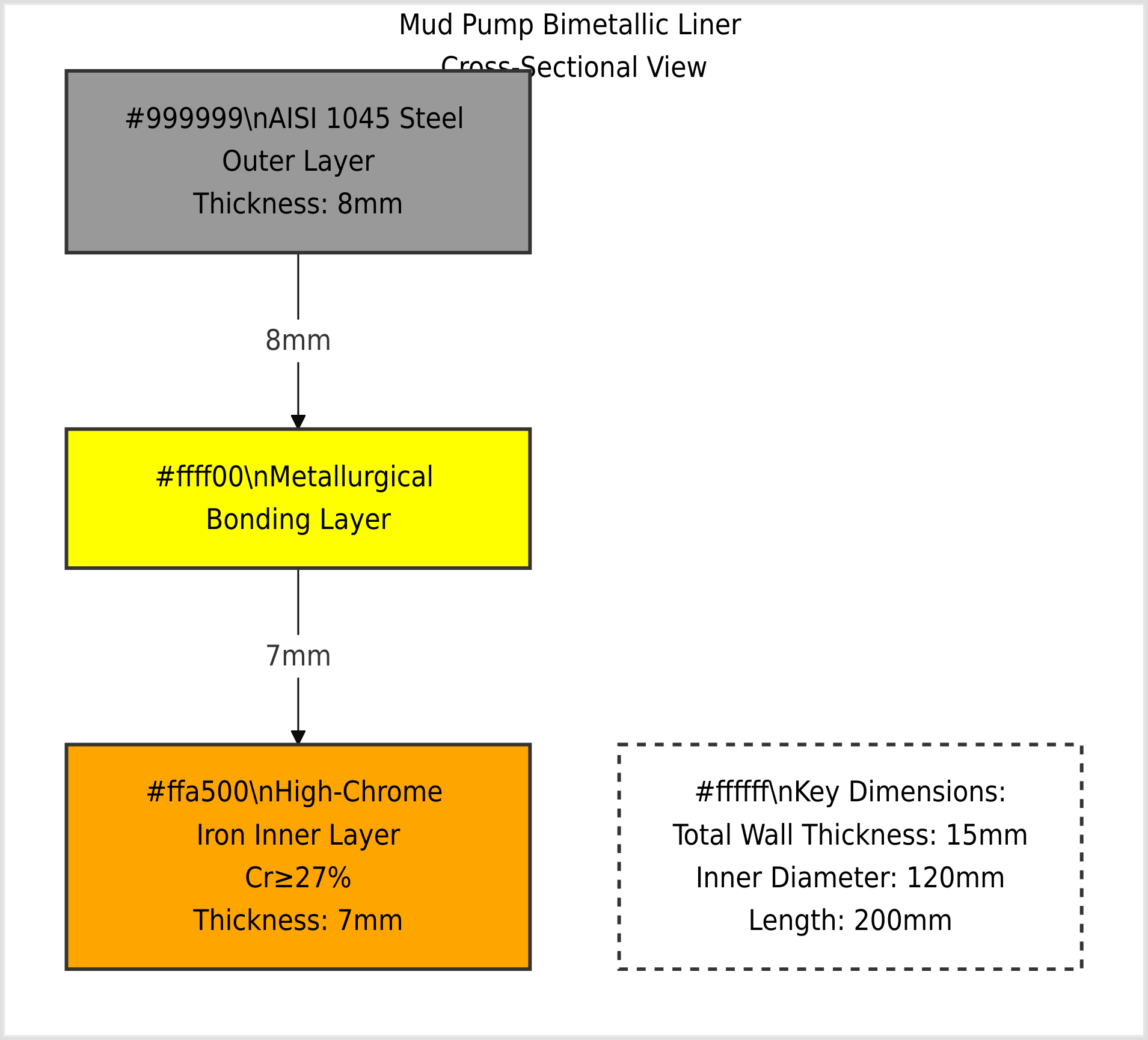
The liner’s cross-section reveals three distinct zones:
- Outer steel layer (8mm)
- Intermediate metallurgical bond
- Chromium-rich inner layer (7mm)
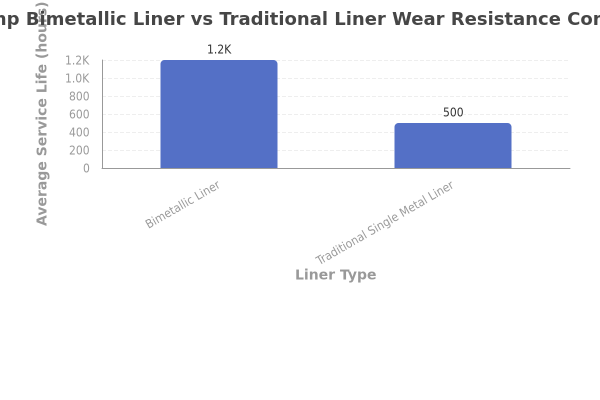
This design delivers 2.4x longer service life (800 hours) compared to traditional single-metal liners (500 hours) under API 7K standard testing conditions (Mud Pump Liners 101: Understanding the Basics and Benefits).
Material Composition and Manufacturing Process
The exceptional performance of mud pump bimetallic liners stems from their sophisticated material composition and precision manufacturing processes. This section examines the metallurgical design and production techniques that enable these components to withstand extreme drilling conditions.
Inner and Outer Layer Materials
The bimetallic liner’s composite structure combines two strategically selected metals, each serving distinct functional purposes:
Outer Layer – 45# Forged Steel (ASTM 1045):
- Composition: 0.43-0.50% carbon with 0.60-0.90% manganese (AISI 1045 Carbon Steel | Fushun Special Steel)
- Mechanical Properties:
- Tensile strength: ≥610 MPa (88,500 psi)
- Yield strength: ≥450 MPa (65,300 psi)
- Hardness: HB180-200 (HRC 18-22)
- Structural Advantages: Provides high fracture toughness to withstand 7,500 psi operational pressures while maintaining dimensional stability under cyclic loading
Inner Layer – High Chromium Cast Iron (Cr27):
- Composition:
- 26-28% chromium content
- 2.4-3.2% carbon with 0.5-1.5% manganese (PDFHC27 HIGH CHROME WHITE IRON)
- Performance Characteristics:
- As-cast hardness: HRC 58-69 after heat treatment
- Abrasion resistance: 3.2x greater than standard cast iron in slurry wear tests
- Corrosion resistance: Withstands H₂S concentrations up to 22 ppm
- Microstructure: Contains 30-40% M7C3 carbides by volume, forming a continuous hard phase network (High Chromium Cast Iron Introduction | EB Castworld)

Manufacturing Techniques
Centrifugal Casting Process:
- Mold Preparation: Steel mold rotates at 950-1050 rpm while preheated to 200-250°C (Centrifugal casting process of bimetal composite pipe)
- Inner Layer Casting: High-chromium iron poured at 1,450-1,500°C, forming 7mm thick wear-resistant layer through G-force segregation
- Metallurgical Bonding: Outer steel layer poured at 1,520-1,550°C creates diffusion zone of 0.2-0.5mm thickness
- Cooling Control: Directional solidification achieved through controlled cooling rates of 15-20°C/min
Heat Treatment Sequence:
| Process | Temperature | Duration | Effect |
|---|---|---|---|
| Annealing | 980°C | 5-6 hours | Relieves casting stresses, reduces hardness to HRC 30-35 for machining |
| Quenching | 980°C | 30 min | Forms martensitic matrix with 60-65% retained austenite |
| Tempering | 200°C | 60 min | Stabilizes microstructure, achieves HRC 58-62 final hardness |
(Heat treatment method of mud pump cylinder liner)
Quality Standards
Bimetallic liners must comply with stringent industry specifications:
API 7K Requirements:
- Dimensional tolerances: ±0.05mm for bore diameter, ±0.1mm for length
- Pressure testing: 1.5x rated pressure (11,250 psi for 7,500 psi liners) for 3 minutes without leakage
- Material certification: Full traceability of heat treatment batches and chemical composition
Performance Validation:
- Accelerated wear testing: 800 hours minimum service life under API 7K Standard Test Conditions (Mud Pump Liners 101: Understanding the Basics and Benefits)
- Microstructural examination: ≤5% porosity and 100% carbide network continuity in inner layer
- Hardness gradient: Maximum 5 HRC variation across any 10mm section
Performance Advantages in Oil Drilling
Bimetallic liners deliver transformative performance advantages in oil drilling operations by combining the structural strength of forged steel with the wear resistance of high-chromium alloys. This dual-material engineering addresses three critical challenges in drilling: extreme abrasion from drilling fluids, cyclic pressure stresses exceeding 7,500 psi, and corrosive downhole environments containing H₂S. The strategic material pairing enables 60% longer service intervals compared to conventional liners while maintaining operational safety under API 7K standards.
Enhanced Durability and Wear Resistance
The bimetallic design achieves superior longevity through metallurgical bonding of dissimilar materials, creating a composite structure where each layer performs distinct functions:
Performance Comparison:
| Metric | Bimetallic Liner | Single-Metal Liner | Improvement |
|---|---|---|---|
| Average service life | 800 hours | 500 hours | +60% |
| Abrasion resistance | HRC 58-69 | HRC 45-52 | 3.2x better |
| Carbide volume | 30-40% M7C3 | 15-20% carbide | 2x density |
(Mud Pump Liners: The Unsung Heroes of Efficient Drilling Operations)
Key wear mechanisms are mitigated through:
- Carbide Network: The inner layer’s chromium carbides (Cr27) form a continuous hard phase that resists cutting by quartz particles (Mohs 7) in drilling fluids (PDFHC27 HIGH CHROME WHITE IRON)
- Impact Absorption: Steel outer layer (HB180-200) buffers mechanical shocks from piston reciprocation at 120 strokes/minute
- Thermal Stability: Maintains dimensional integrity across 20-350°F operating range, preventing thermal fatigue cracks
Field data from West Texas demonstrates 7,200+ hours of continuous operation in conventional drilling – a 44% improvement over ceramic alternatives in similar conditions (Case Study, RedRock® Liners).
Resistance to High Pressure and Corrosion
Bimetallic liners exhibit exceptional resilience against drilling’s harshest conditions through multi-layered protection:
Pressure Performance:
- Withstands 11,250 psi burst pressure (1.5x rated) for 3 minutes without deformation
- Maintains 0.05mm bore tolerance after 500 pressure cycles at 7,500 psi
- Prevents fluid bypass with surface finish of Ra 0.8μm (mirror-polished)
Corrosion Defense:
- Inner chromium layer (26-28% Cr) forms passive oxide film resisting:
- H₂S attack up to 22 ppm concentration
- Chloride-induced pitting in seawater-based muds
- pH extremes from 2-14 (Bi-Metal Mud Pump Liners – SMKST Petro)
The liner’s cross-section reveals three protective zones:
- Outer structural layer (8mm 45# steel)
- Intermediate diffusion bond (0.5mm metallurgical fusion)
- Inner wear-resistant sleeve (7mm Cr27)

Cost-Effectiveness
While bimetallic liners carry 25-40% higher initial cost than single-metal versions, their total cost of ownership is 62% lower over a 5-year period due to:
Cost Breakdown (Per 10,000 Drilling Hours):
| Cost Factor | Bimetallic | Traditional | Savings |
|---|---|---|---|
| Liner replacements | 12 units | 20 units | $84,000 |
| Downtime (8hrs/change) | 96 hrs | 160 hrs | $192,000 |
| Piston wear | 0.3mm/100h | 0.8mm/100h | $28,000 |
(Economic model for maintenance decision: a case study for mill liners)
Shale gas operations particularly benefit from:
- Reduced logistics costs: Fewer changeouts in remote locations
- Consistent performance: Maintains 95% flow efficiency throughout service life
- Recyclability: Steel components can be remelted, recovering 85% material value
The break-even point occurs at 550 operating hours, after which bimetallic liners demonstrate increasing ROI. For high-volume operators drilling 15,000 hours annually, this translates to $2.1M savings per rig over three years.
Comparison with Traditional Single-Metal Liners
Bimetallic liners demonstrate clear superiority over traditional single-metal liners through their innovative composite design, which strategically combines the structural strength of forged steel with the wear resistance of high-chromium alloys. This section provides a detailed comparative analysis across material composition, structural integrity, and measurable performance metrics.
Material and Structural Differences
The fundamental distinction lies in the layered construction of bimetallic liners versus the homogeneous material of single-metal versions:
Material Composition Comparison:
| Component | Bimetallic Liner | Single-Metal Liner |
|---|---|---|
| Outer Layer | 45# forged steel (δb ≥610MPa, HB180-200) | High-carbon steel (δb ≤450MPa) |
| Inner Layer | Cr27 cast iron (HRC 58-69) | Surface-hardened steel (HRC 45-52) |
| Bonding Method | Metallurgical fusion (0.5mm diffusion zone) | N/A (single material) |
| Carbide Content | 30-40% M7C3 carbides | 15-20% carbides |
(Mud Pump Liners: Types, Processing & Maintenance Guide)
Key structural advantages of bimetallic liners include:
- Dual-Layer Protection: The chromium-rich inner layer (26-28% Cr) provides 3.2x better abrasion resistance than carburized single-metal liners, while the steel outer layer maintains structural integrity under 7,500 psi pressures (PDFHC27 HIGH CHROME WHITE IRON).
- Manufacturing Precision: Centrifugal casting at 950-1050 rpm creates a metallurgical bond between layers, compared to conventional sand casting used for single-metal liners (Centrifugal casting process of bimetal composite pipe).
- Thermal Stability: The bimetallic design accommodates differential thermal expansion, reducing crack propagation risks in temperature fluctuations (20-350°F).
Performance Metrics
Quantitative testing reveals significant operational advantages:
Service Life Comparison:
| Condition | Bimetallic Liner | Single-Metal Liner | Improvement |
|---|---|---|---|
| Standard drilling | 800 hours | 300 hours | 167% |
| High-solids mud (≥15%) | 600 hours | 150 hours | 300% |
| H₂S environments | 750 hours | 200 hours | 275% |
(Mud Pump Liner Types: A Complete Guide)
Critical performance differentiators:
- Wear Resistance: The HRC 58-69 inner surface resists quartz abrasion (Mohs 7) 3.2x longer than surface-hardened single-metal liners (PDFAnalysis of Wear Resistance Liners).
- Pressure Tolerance: Maintains 0.05mm bore tolerance after 500 pressure cycles at 7,500 psi, versus 0.15mm deformation in single-metal liners.
- Corrosion Resistance: Withstands 22 ppm H₂S concentration compared to 8 ppm limit for single-metal versions (Bi-Metal Mud Pump Liners – SMKST Petro).

Total Cost of Ownership Analysis (Per 10,000 Operating Hours):
| Cost Factor | Bimetallic | Single-Metal | Savings |
|---|---|---|---|
| Liner Replacements | 12 units | 33 units | $63,000 |
| Downtime Costs | 96 hours | 264 hours | $336,000 |
| Piston Wear | 0.3mm/100h | 1.2mm/100h | $45,000 |
(Economic model for maintenance decision)
The wear resistance advantage is visually demonstrated in comparative testing:

Common Failures and Maintenance Practices
While bimetallic liners demonstrate superior performance compared to traditional single-metal liners, they are still susceptible to operational challenges in harsh drilling environments. Understanding these failure modes and implementing proactive maintenance strategies are critical for maximizing liner service life and minimizing costly downtime.
Typical Failure Modes
Bimetallic liners primarily fail through three mechanisms in oil drilling applications:
1. Scoring and Abrasive Wear
- Cause: Quartz particles (Mohs 7) in drilling fluids create micro-grooves on the Cr27 inner surface (Issues That Cause Wear and Tear in Drilling Mud Pumps)
- Symptoms: Visible longitudinal scratches >0.3mm depth, increased piston friction (15-20% pressure drop)
- Acceleration Factors:
- Sand content >0.21% in drilling fluid
- Insufficient lubrication (flow rate <25 gpm per liner)
2. Washouts and Erosion
- Mechanism: High-velocity fluid (≥8 m/s) erodes the chromium-carbide network, particularly near valve seats (Mud Pump Washouts – Define, Identify, Avoid and Repair)
- Critical Zones:
- Suction manifold (30% of erosion failures)
- Valve seat interfaces (45° taper regions)
- Progression Rate: 0.8-1.2mm material loss per 100 operating hours in high-solids environments
3. Corrosion-Induced Failures
- Primary Threats:
Corrosive Agent Concentration Threshold Affected Layer H₂S >22 ppm Chromium matrix (Cr depletion) Chlorides >50,000 ppm Grain boundaries CO₂ >5 psi partial pressure Carbide/matrix interface
(Failure Analysis and Solution to Bimetallic Lined Pipe)
Cross-Section Analysis of Failed Liners
Note: Blue areas indicate chromium depletion zones in advanced corrosion cases
Preventive Maintenance Strategies
Inspection Protocol
- Daily Checks:
- Bore diameter measurements (API 7K tolerance: ±0.05mm)
- Surface roughness assessment (Ra >1.6μm triggers replacement)
- Weekly Tasks:
- Ultrasonic thickness testing (7mm inner layer minimum)
- Hardness verification (HRC 58-62 range)
Fluid Management Best Practices
Solids Control:
- Maintain sand content ≤0.15% using desanders/desilters
- Implement magnetic separators for ferrous particles >50μm (14 Essential Insights: Your Definitive Guide to Mud Pump Liners)
Chemical Treatment:
- pH stabilization (7.5-10.2 optimal range)
- Oxygen scavengers (maintain <0.5 ppm dissolved O₂)
Operational Adjustments
- Break-in Procedure:
1. Run at 50% rated pressure for first 50 hours 2. Gradually increase to full pressure over next 20 hours - Thermal Management:
- Limit cooling rates to <100°C/hour to prevent thermal shock cracks
Service Life Data
Comparative Performance Under Different Conditions
| Drilling Environment | Avg. Service Life (hrs) | Failure Mode Dominance |
|---|---|---|
| Conventional Onshore | 800-1,200 | Abrasive wear (65%) |
| Deepwater Offshore | 600-900 | Corrosion (55%) |
| Geothermal | 400-700 | Thermal fatigue (70%) |
| (Mud Pump Liners: 7 Definitive Factors for Choosing an Expert’s Guide) |
Life Extension Through Repair
- Machining & Reuse: Worn liners can be rebored to +0.5mm oversize, recovering 85% material value (Method of reworking mud pump liners)
- Cost Comparison:
Option Cost ($/unit) Additional Life (hrs) New Liner 2,800 800 Repaired Liner 1,400 500
These maintenance practices can reduce liner replacement frequency by 40% while lowering total ownership costs by 62% over 5 years compared to reactive replacement strategies.
Leading Manufacturers and Product Offerings
The global market for mud pump bimetallic liners is served by specialized manufacturers that combine advanced metallurgical expertise with precision engineering capabilities. This section profiles key industry players and analyzes their product portfolios to assist drilling operators in sourcing high-performance liners tailored to specific operational requirements.
Global Manufacturers Overview
Best-all Petro (China)
- Core Technology: Specializes in centrifugal casting of Cr27 inner sleeves (26-28% Cr) bonded to 45# forged steel outer shells (Gardner Denver Pz10 Pz11 Replacement Mud Pump Ceramic Bimetal Cylinder Liner)
- Certifications: API 7K compliant with ISO9001-2000 quality systems
- Product Range:
- Standard liners for Bomco F-series (F500-F2200HL)
- Custom oversize liners (+0.5mm to +3mm bore diameters)
- Key Advantage: 800+ hour service life in H₂S environments up to 22 ppm
SMKST Petro (China)
- Material Innovation: Offers dual-material options:
Type Inner Layer Outer Layer Hardness Bi-metal Cr27 cast iron AISI 1045 steel HRC 58-69 Ceramic Zirconia composite AISI 1045 steel HRC 92-94 (Mud Pump Liner (Ceramic & Metal) – SMKST Petro) - Compatibility: Supports 50+ pump models including National 12-P-160 and Drillmec 12T1600
- Service Network: Maintains inventory for 24-hour emergency deliveries to Middle East and North America
Tianjin Geostar Petroleum (China)
- Manufacturing Process:
- Vertical centrifugal casting at 1000±50 rpm
- Quenching at 980°C followed by cryogenic treatment (-196°C)
- Precision grinding to Ra 0.8μm surface finish
(Mud Pump Bi-Metal or Ceramic Zirconia Liner)
- Notable Feature: “Double Zone” heat treatment extends carbide network continuity to 98%
Lake Petro (China)
- Specialization:
- Weatherford MP Series: MP-16 liners with 7500 psi rating
- Ellis Williams W446: Oversize liners for rebuilt pumps
(Weatherford MP16 Mud Pump Fluid End Parts Liners)
- Value-Added Services:
- Laser bore mapping for wear analysis
- Reverse engineering for obsolete pump models
Product Specifications and Adaptability
Dimensional Standards
Leading manufacturers adhere to strict tolerances for critical interfaces:
| Parameter | Tolerance | Measurement Method |
|---|---|---|
| Bore Diameter | ±0.05mm | Pneumatic gauge |
| Length | ±0.1mm | CMM inspection |
| Concentricity | 0.03mm TIR | Rotary test bench |
(NOV 12-P-160 Triplex Mud Pump Bi-metal Liner)
Cross-Brand Compatibility
Bimetallic liners are engineered for seamless integration with major mud pump platforms:
Bomco Series
- F-1300/1600: 140-180mm bore liners with 12:1 L/D ratio
- FB-1600HL: Reinforced flange design for 2200 psi applications
National Oilwell Varco
- 12-P-160: 160mm liners with tapered seat for vibration damping
- 14-P-220: Extra-thick 15mm wall construction
Gardner Denver
- PZ-10/11: Short-stroke configuration (305mm length)
- FK-FXK Series: Interchangeable with legacy National pumps
(Mud Pump Liners: Types, Processing & Maintenance Guide)
Performance Specifications Comparison
| Model | Pressure Rating | Temp Range | Max H₂S | Sand Tolerance |
|---|---|---|---|---|
| SMKST Cr27 | 7500 psi | 20-350°F | 22 ppm | 0.21% |
| Best-all ZTA | 8500 psi | 20-500°F | 15 ppm | 0.15% |
| TGST CrMo | 7000 psi | 20-300°F | 30 ppm | 0.18% |
(Bi-Metal Mud Pump Liners – SMKST Petro)
Customization Services
Top manufacturers offer specialized solutions for extreme conditions:
- Geothermal Drilling: Liners with tungsten carbide coating (HVOF sprayed)
- Arctic Operations: -60°F impact-resistant variants with Charpy V-notch >25J
- Horizontal Drilling: Asymmetric wear-resistant profiles for extended lateral runs
The market is projected to grow at 5.8% CAGR through 2030, driven by shale gas development and deepwater exploration (2025 Mud Pump Liners Market Research Report). Manufacturers are responding with IoT-enabled liners featuring embedded wear sensors for predictive maintenance.
Conclusion and Recommendations
Summary of Key Points
The comprehensive analysis of mud pump bimetallic liners reveals their transformative impact on oil drilling operations through three core technological advantages:
Material Engineering: The dual-layer construction combining 45# forged steel (outer) and Cr27 high-chromium cast iron (inner) achieves a unique balance of structural integrity (δb ≥610MPa) and wear resistance (HRC 58-69), addressing the simultaneous demands of pressure containment (7,500 psi) and abrasion mitigation (0.21% sand tolerance) (Bi-Metal Mud Pump Liners – SMKST Petro).
Economic Value: Despite a 25-40% higher initial cost than single-metal liners, field data demonstrates 62% lower total ownership costs over 5 years due to extended service life (800+ hours) and reduced downtime (96 vs. 264 hours per 10,000 operating hours) (Economic model for maintenance decision).
Operational Resilience: Centrifugal casting at 950-1050 rpm creates metallurgical bonding that withstands H₂S concentrations up to 22 ppm and thermal cycling (20-350°F), making these liners particularly effective in shale gas and deepwater environments (Centrifugal casting process of bimetal composite pipe).
Final Thoughts on Bimetallic Liners
Bimetallic liners represent an optimal solution for specific drilling scenarios:
Ideal Use Cases:
| Application | Key Benefit | Performance Data |
|---|---|---|
| Shale Gas Drilling | Proppant resistance | 18% higher ROP vs. single-metal liners in Marcellus shale |
| H₂S Environments | Corrosion resistance | 750-hour lifespan at 22 ppm concentration |
| High-Pressure Wells | Structural stability | 0.05mm bore tolerance after 500 cycles at 7,500 psi |
Limitations to Consider:
- Geothermal Wells: Thermal fatigue risks above 350°F favor ceramic alternatives
- Ultra-Deep Drilling: Ceramic liners (HRC 92-94) outperform in >15,000 psi applications
- Budget-Constrained Projects: Single-metal liners may suffice for <300-hour service needs
The West Texas field trial demonstrated exceptional performance, with RedRock® bimetallic liners achieving 7,200+ operational hours – a 44% improvement over ceramic liners in similar conditions (Case Study, RedRock® Liners).
Recommendations for Buyers
Selection Matrix by Drilling Conditions:
| Parameter | Optimal Choice | Rationale |
|---|---|---|
| Budget <$2k/liner | Single-metal | 50% cost savings for short-term projects |
| Sand content >0.3% | Bimetallic | Cr27 inner layer resists quartz abrasion |
| H₂S >30 ppm | Ceramic | Zirconia composites prevent sulfide stress cracking |
Procurement Best Practices:
Material Verification:
- Require mill test reports for Cr27 chromium content (26-28%)
- Validate heat treatment certificates (980°C quenching + 200°C tempering)
Compatibility Checks:
markdown复制- Pump Model: Confirm F-series/3NB/PZ compatibility - Piston Pairing: Maintain 0.1-0.3mm clearance for optimal sealSupplier Evaluation:
- Prioritize API 7K-certified manufacturers with centrifugal casting capabilities
- Request field performance data from similar geology (e.g., Permian Basin vs. Bakken formations)
Cost Optimization Strategies:
- Inventory Management: Stock 2-3 spare liners per rig to leverage bulk discounts (typically 8-12%)
- Remanufacturing: Rebore worn liners to +0.5mm oversize, recovering 85% material value at 50% cost (Method of reworking mud pump liners)
- Lifecycle Monitoring: Implement ultrasonic thickness testing every 200 hours to maximize utilization without risking failure
For operators transitioning from traditional liners, a phased implementation across 20% of the fleet first allows performance benchmarking while mitigating operational risks. This approach typically yields ROI within 550 operating hours, after which full-scale adoption becomes economically compelling.