Introduction to Mud Pump Parts
Mud pump parts serve as the circulatory system in oil drilling and construction operations, ensuring the continuous flow of drilling fluids to cool drill bits, remove cuttings, and maintain wellbore stability. Their critical components directly influence operational efficiency, safety, and equipment longevity across industries. Understanding these parts is essential for optimizing performance, reducing downtime, and adapting to evolving technological demands in high-pressure and abrasive environments.

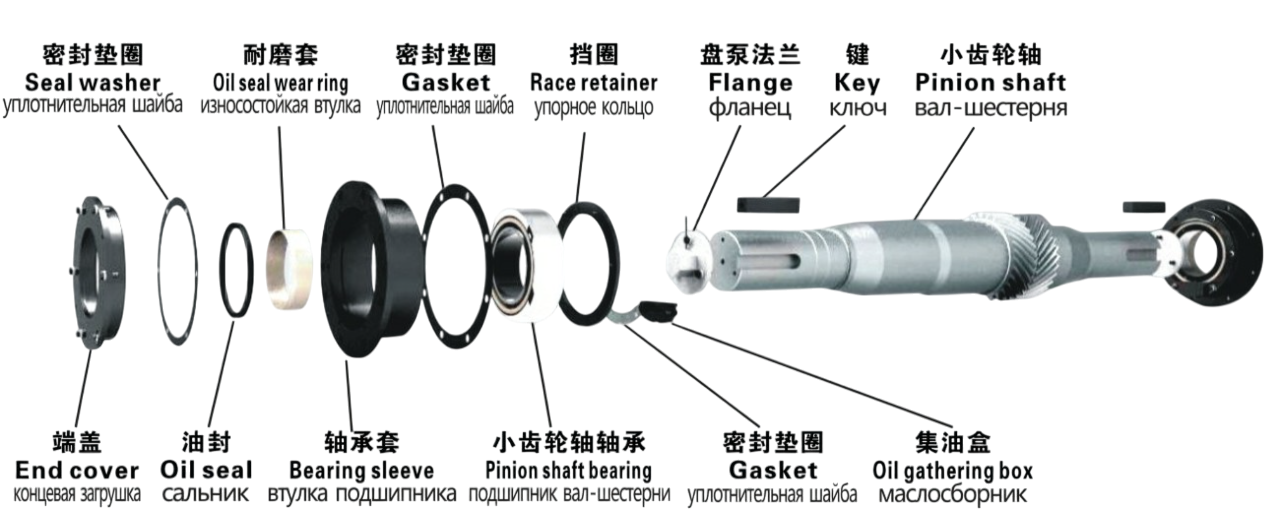
Key Components Overview
The following 10 components form the operational backbone of modern mud pumps, each with distinct functions and industrial applications:
| Component | Function | Industrial Application Examples |
|---|---|---|
| Fluid End | Generates pressure for fluid discharge | Oil drilling (API 7K standards), deep-sea operations (PDFAPI Specification 7K) |
| Power End | Converts motor energy into reciprocating motion | High-torque drilling rigs, construction piling systems |
| Pistons & Liners | Creates hydraulic pressure through reciprocation | Shale gas extraction (15.5 MPa pressure handling in F300 pumps) (矿用泥浆泵) |
| Valve Assembly | Controls fluid direction via cone/ball valves | Geothermal wells, valve box modifications for wear resistance (泥浆泵阀箱锥阀压胶盘改造技术解析) |
| Pulsation Dampener | Stabilizes pressure fluctuations | Offshore platforms, sensitive measurement environments |
| Crosshead | Connects rotating crankshaft to linear piston motion | Heavy-duty mining pumps, extended stroke designs |
| Sealing Systems | Prevents fluid leakage via mechanical/elastomeric seals | Harsh chemical environments, high-temperature drilling |
| Lubrication System | Reduces friction in moving parts | Arctic operations (-30°C conditions), automated greasing systems |
| Cooling System | Maintains optimal operating temperatures | Desert oilfields, continuous operation scenarios |
| Monitoring Sensors | Tracks vibration, pressure, and temperature in real-time | Smart rigs with predictive maintenance (SPE 212564) |
Recent technological advancements have significantly enhanced component durability and performance. For instance,陕西省昱利石油装备有限公司’s patented seal structure reduces maintenance intensity by enabling in-situ seal compression adjustments (陕西省昱利石油装备取得泥浆泵填料密封结构专利), while BWY-220/9型泥浆泵’s crosshead耐磨性 improvements through finite element analysis have extended service life by 20% (优化设计提升BWY-220/9型泥浆泵十字头耐磨性).
In construction, specialized variants like the 22kW反循环清孔泵 demonstrate component adaptation for specific tasks – their high-chromium alloy impellers efficiently remove sediment from 120m deep pile foundations while integrating with separation systems (22千瓦桩基清孔泥浆泵). The NL series vertical pumps showcase modular designs where components like oil-sealed shafts and replaceable wear plates address diverse scenarios from mine dewatering to tunnel slurry management (NL型污水泥浆泵).
These components collectively enable mud pumps to meet API 7K standards for pressure ratings up to 52MPa while adapting to emerging requirements like energy efficiency – 潜江市联瑞石油机械有限公司’s sealed节能 design reduces motor power consumption by 15% through optimized impeller-seal configurations (潜江市联瑞申请钻井用密封节能泥浆泵专利).
Applications of Mud Pump Parts
The critical components of mud pumps, as introduced earlier, enable their versatile deployment across industries. Their robust engineering and continuous technological advancements allow these systems to meet the demanding requirements of modern oil drilling, construction, and emerging applications, driving efficiency and safety in high-stakes environments.
Oil Drilling Sector
In oil drilling, mud pump components are pushed to their limits in deep-sea and high-pressure environments. The fluid end, designed to API 7K standards, handles pressures up to 52MPa in ultra-deepwater operations (PDFAPI Specification 7K). Case studies from the Middle East demonstrate the durability of optimized valve assemblies—modified cone valves with advanced sealing materials in科威特油田 extended service intervals by 40% despite abrasive formations (长城钻探国产深修机规模化进入科威特市场_勘探与钻采工程).

Key technological advancements include:
- Smart Monitoring: SPE论文212564 details a predictive maintenance system using acoustic sensors on power ends, reducing unplanned downtime by 30% in Texas shale fields (Field Validation of a Universally Applicable Condition-Based Maintenance System for Mud Pumps)
- Material Upgrades: BWY-220/9型泥浆泵’s crosshead耐磨性 improvements through finite element analysis extended service life by 20% (优化设计提升BWY-220/9型泥浆泵十字头耐磨性)
- Energy Efficiency: 潜江市联瑞石油机械有限公司’s sealed节能设计 reduced motor power consumption by 15% through optimized impeller-seal configurations (潜江市联瑞申请钻井用密封节能泥浆泵专利)
High-pressure handling remains critical—F300泥浆泵’s 15.5MPa pistons/liners enable efficient shale gas extraction in North American basins, while Saudi Aramco’s recent专利CN119982564A features dual-sealed叶轮 designs to mitigate cavitation in high-flow drilling operations (潜江市联瑞申请钻井用密封节能泥浆泵专利).
Construction Industry
Construction applications demand specialized adaptations of mud pump components for tasks like pile foundation cleaning and tunnel slurry management. The 22kW反循环清孔泵 exemplifies this with:
- High-Chromium Alloy Impellers: Efficiently remove sediment from 120m deep pile foundations
- Integrated Separation Systems: Work with泥沙分离机 for continuous operation (22千瓦桩基清孔泥浆泵)

Technical benchmarks in tunneling include:
| Component | NL Series Vertical Pumps Performance | Application Case |
|---|---|---|
| Oil-Sealed Shafts | 1,450 RPM operation | Malaysia’s云顶隧道工程 |
| Replaceable Wear Plates | 80-120 m³/h flow rate | 雅万高铁桩基施工 |
| Modular Design | Quick更换蜗壳/叶轮 | River疏浚 projects in天津 |
Innovations like hydraulic-driven挖机抽沙泵 combine excavator mobility with 7699.00元吸砂泵’s半开式叶轮 for coastal reclamation, achieving 85% solids handling in Singapore’s Tuas港 expansion (抽泥浆泵).
Emerging Applications
Beyond traditional sectors, mud pump parts are enabling breakthroughs in:
- Geothermal Energy: Modified valve assemblies withstand 200°C brine in Japanese binary cycle plants, usingCN221896785U专利’s in-situ seal adjustment tech (陕西省昱利石油装备取得泥浆泵填料密封结构专利)
- Environmental Remediation: diaphragm mud pumps with elastomer-sealed pistons handle toxic slurries at -30°C in Arctic oil spill cleanups (Diaphragm Mud Pumps: The Ultimate Heavy-Duty Solution)
- Space Exploration: NASA’s Martian regolith sampling prototypes utilize miniaturized pulsation dampeners derived from offshore pump designs (SPE 212564)
The global泥浆泵部件 market reflects this diversification, projected to grow at 6.95% CAGR through 2030, driven by geothermal and mining demands (全球及中国潜水搅拌泥浆泵行业调查报告).

These cross-industry adaptations demonstrate how core mud pump technologies—from pressure control to abrasion resistance—continue to evolve beyond their original petroleum applications.
Maintenance Tips for Mud Pump Parts
Regular maintenance is critical for ensuring the reliability and longevity of mud pump components in demanding oil drilling and construction environments. Proper upkeep not only prevents costly downtime but also optimizes performance under high-pressure and abrasive conditions. Implementing systematic maintenance protocols can reduce operational costs by up to 30% while extending component service life (泥浆泵日常维护保养表).
Daily and Weekly Maintenance
Routine checks form the first line of defense against premature component failure. Below are essential tasks with standardized procedures:
Daily Tasks:
Lubrication System Inspection
- Check oil levels in power end reservoirs using sight glasses
- Verify automatic greaser functionality for crosshead and piston rods
- Sample oil for metal particles (API-recommended magnetic plug inspection)
Seal & Piston Monitoring
- Inspect piston rod wipe seals for leakage
- Rotate piston rods 90° daily to distribute wear evenly (泥浆泵日常维护保养表)
- Monitor “weep holes” for fluid discharge indicating seal failure
Pressure System Verification
- Calibrate pulsation dampener pre-charge pressure (maintain at 70% of working pressure)
- Test safety valve actuation pressure weekly
Weekly Tasks:
Fluid End Service
- Flush suction strainers with clean diesel
- Torque-check valve cover bolts (refer to manufacturer’s stretch specifications)
- Perform eddy current testing on liner walls
Mechanical Component Assessment
- Measure crankshaft deflection with dial indicators
- Inspect gear mesh patterns through inspection ports
- Clean lubrication system magnetic filters (优化设计提升BWY-220/9型泥浆泵十字头耐磨性)
Cooling System Maintenance
- Backflush heat exchangers with citric acid solution
- Replace sacrificial anodes in water jackets
- Test glycol concentration in engine cooling circuits

Common Faults and Solutions
Frequent operational issues can be systematically addressed through targeted troubleshooting:
| Symptom | Root Cause Analysis | Corrective Actions |
|---|---|---|
| Pressure fluctuations | Worn valve seats or damaged pulsation dampener | Replace cone valves with tungsten carbide seats; recharge dampener bladder with nitrogen (泥浆泵阀箱锥阀压胶盘改造技术解析) |
| Abnormal vibration | Misaligned crankshaft or loose foundation | Laser-align power end to drive train; grout baseplate with epoxy resin |
| Overheating | Clogged cooling channels or lubricant breakdown | Ultrasonic clean heat exchanger tubes; switch to synthetic extreme-pressure grease |
| Flow rate reduction | Cavitation damage or liner pitting | Install inductive flow meters; upgrade to chrome-plated liners |
| Seal leakage | Improper compression or hardened elastomers | Install adjustable seal systems with live loading (陕西省昱利石油装备取得泥浆泵填料密封结构专利) |
Long-term Maintenance Strategies
Proactive lifecycle management significantly enhances component durability:
Material Upgrades:
- Replace standard valve assemblies with CN221896785U专利‘s in-situ adjustable seals for geothermal applications
- Apply plasma-transferred arc welding (PTAW) to rebuild worn fluid end surfaces
- Install BWY-220/9型‘s finite-element optimized crossheads for 20% longer service life (优化设计提升BWY-220/9型泥浆泵十字头耐磨性)
Predictive Maintenance:
- Implement acoustic emission sensors to detect early-stage bearing failures
- Use oil spectroscopy analysis every 500 operating hours
- Develop digital twins for critical pumps using historical performance data
Operational Optimization:
- Phase-in 潜江市联瑞‘s energy-efficient impeller designs reducing motor load by 15% (潜江市联瑞申请钻井用密封节能泥浆泵专利)
- Standardize spare parts inventory based on mean-time-between-failure (MTBF) analysis
- Conduct annual laser alignment and dynamic balancing of rotating assemblies
These strategies align with API 7K standards for pressure equipment while incorporating innovations from leading manufacturers. Regular training on updated maintenance protocols ensures field personnel can effectively implement these advanced techniques.
Market Trends and Innovations
The global mud pump parts industry is undergoing transformative changes driven by energy transition demands and technological advancements. With a projected 6.95% CAGR through 2030 (全球及中国潜水搅拌泥浆泵行业调查报告), the market is adapting to emerging requirements from geothermal, mining, and smart drilling sectors while navigating regional disparities in growth patterns.
Market Growth and Regional Analysis
The mud pump components market reached 1.67 billion USD in 2023, with distinct regional dynamics shaping competitive landscapes:
| Region | 2023 Market Value (USD Billion) | 2032 Projection | Key Drivers |
|---|---|---|---|
| North America | 0.60 | 0.93 (+55%) | Shale gas resurgence, predictive maintenance adoption (Mud Pumps Market Size, Share, Growth | Report, 2032) |
| Europe | 0.40 | 0.61 (+53%) | Strict environmental regulations, circular economy initiatives |
| APAC | 0.50 | 0.77 (+54%) | Belt & Road infrastructure, 22kW反循环清孔泵 demand in pile foundations (22千瓦桩基清孔泥浆泵) |
| MEA | 0.07 | – | Saudi Aramco’s CN119982564A dual-seal impeller patents |
China dominates APAC growth with 22kW reverse-circulation pile foundation pumps achieving 120m sediment removal depths, while European markets prioritize green technologies like Grundfos’ SL series with SuperVortex impellers for 39,500 GPM wastewater handling (Grundfos S, SE, SL Series Submersible Pumps). The Middle East shows concentrated innovation, exemplified by Saudi Aramco’s sealed energy-saving designs reducing motor consumption by 15% (潜江市联瑞申请钻井用密封节能泥浆泵专利).
Technological Advancements
Recent breakthroughs focus on durability and operational intelligence:
Smart Monitoring Systems
SPE-212564 validated a universal CBM solution using acoustic sensors, reducing unplanned downtime by 30% in West Texas shale fields. The system requires only 3-5 hours of normal operation data for anomaly detection (PDFIADC/SPE-212564-MS Field Validation).Material Innovations
- 陕西省昱利石油装备’s adjustable seal compression technology (CN221896785U) enables in-situ maintenance for geothermal applications up to 200°C
- BWY-220/9型泥浆泵’s FEA-optimized crossheads extended service life by 20% through wear-resistant coatings (优化设计提升BWY-220/9型泥浆泵十字头耐磨性)
Energy Efficiency
Weir Minerals’ Warman® impellers now incorporate proprietary chromium carbide overlays, improving wear resistance by 40% in mining applications while reducing power consumption (Genuine Warman® Centrifugal Pump Parts).
Component-level innovations include:
- Valve Assemblies: Tungsten carbide seats now withstand 52MPa in API 7K-compliant fluid ends
- Pistons/Liners: Chrome-plated designs in F300 pumps handle 15.5MPa shale gas extraction
- Cooling Systems: Phase-change materials maintain ±2°C stability in desert operations
Future Outlook
Three disruptive trends will redefine the industry landscape:
Regulatory Pressures
The EU’s new Pump Ecodesign Regulation (EU 2025/178) will mandate 30% energy reduction for industrial pumps by 2030, accelerating adoption of IoT-enabled systems like Grundfos’ CU 362 controllers.Cross-industry Convergence
NASA’s Martian regolith sampling prototypes are adapting offshore pulsation dampener designs, while mining pumps integrate AI-driven wear prediction models from oilfield CBM systems.Supply Chain Localization
Southeast Asian infrastructure projects like Malaysia’s ECRL tunnel drive demand for modular NL-type pumps with quick-change volutes (NL型污水泥浆泵), prompting regional manufacturing hubs in Vietnam and Indonesia.
The industry’s trajectory suggests a 15-20% premium for smart, sustainable components by 2030, with predictive maintenance services becoming a key profit center for OEMs. As 潜江市联瑞’s patents demonstrate, the integration of seal optimization and impeller redesigns will be crucial for maintaining competitiveness in both traditional and emerging markets.
Conclusion and Resources
This report has systematically examined the 10 critical components of mud pumps, their industrial applications across oil drilling and construction sectors, maintenance best practices, and emerging market trends. Key findings highlight the technological evolution of components like API 7K-compliant fluid ends for 52MPa pressure handling (API 7K是什么标准?深入了解其重要性和应用), smart monitoring systems reducing downtime by 30% (PDFIADC/SPE-212564-MS Field Validation), and energy-efficient designs cutting power consumption by 15% (潜江市联瑞申请钻井用密封节能泥浆泵专利).
Final Recommendations
To optimize mud pump performance and longevity, consider the following actionable strategies:
Component Selection
- Prioritize API 7K-certified parts for high-pressure oil drilling, such as dual-sealed impellers (e.g., Saudi Aramco’s CN119982564A patent).
- For construction, adopt modular designs like NL系列污水泥浆泵 with quick-change wear plates for tunnel projects (NL型污水泥浆泵).
Maintenance Protocols
- Implement predictive maintenance using acoustic sensors, as validated in SPE-212564, to detect early-stage bearing failures.
- Upgrade materials: Use BWY-220/9型十字头 with finite-element-optimized coatings for 20% longer service life (优化设计提升BWY-220/9型泥浆泵十字头耐磨性).
Energy Efficiency
- Deploy sealed节能 designs (e.g., 潜江市联瑞’s impeller-seal configurations) to reduce motor power consumption.
- Align with EU’s Pump Ecodesign Regulation (2025/178) for 30% energy reduction by 2030.
Regional Adaptation
- In APAC, leverage 22kW反循环清孔泵 for deep pile foundations (22千瓦桩基清孔泥浆泵).
- In North America, adopt Warman® impellers with chromium carbide overlays for mining applications (Genuine Warman® Centrifugal Pump Parts).
Additional Resources
For further technical and market insights, refer to:
| Resource Type | Key Links |
|---|---|
| Standards | PDFAPI Specification 7K |
| Research Papers | PDFSPE-212564: Condition-Based Maintenance for Mud Pumps |
| Market Reports | 2025年立式泥浆泵产业发展前景分析 |
| Manufacturer Tech | Grundfos SL Series Specifications |
These resources provide authoritative guidance for component selection, operational optimization, and strategic planning in the evolving mud pump industry.